Руководство лучшего покупателя для 4-рулон Тарелка Роллинг станок и Гибочная машина профиля
4-рулон Роллинг станок
4-рулон Роллинг станок более точны, производительны, универсальны, быстрее, безопаснее и проще в эксплуатации, чем 3-рулон Роллинг станок.Они меньше зависят от компетентности оператора.

Что 4-рулон Роллинг станок?
4-рулон Роллинг станок иметь над 3-рулон Роллинг станок это простот.
4-рулон Роллинг станок производить самые быстрые и точные изгибы. Он имеет верхние валки с фиксированным положением и два смещенных, или боковых, валка, по одному с каждой стороны, а также дополнительный ролик под верхним валком, который постоянно зажимает лист во время прокатки и может предварительно сгибать оба конца заготовки (листа или профиля). без удаления.
Читать далее:Тарелка Роллинг станок — 6 типов, как выбрать?
4-рулон Тарелка Роллинг станок
Удобство использования — главная причина, почему это так. 4-валковые гибочные станки лучше подходят для управления ЧПУ, поскольку материал удерживается между двумя прижимными валками и положением можно управлять. Они помогают операторам с комфортом контролировать производственный процесс, поскольку компьютер контролирует точность и объем пропускной способности.
Помимо расширенных средств управления, производители используют 4-рулон Роллинг станок для:
- Большой материал. Как и трехвалковые версии, эти гибочные машины могут обрабатывать листы толщиной от полдюйма до четырех дюймов, в зависимости от модели.
- Высокие объемы производства. Благодаря автоматизированным прокатным центрам многие четырехвалковые гибочные машины сокращают время, необходимое для выполнения основных задач. Короткое время цикла создает возможности для увеличения производительности.
- Точность. Системы ЧПУ повысят точность. Ваш цех может положиться на 4-валковый гибочный станок для задач, требующих широкого разнообразия форм.
Тип оф 4-рулон Роллинг станок
BIT предлагает три типа Тип 4-рулон Роллинг станок:PBH 4-рулон Гибочная машина профиля, PBR 4-рулон Тарелка Роллинг станок, и PBA 4-рулон Алюминий гибки станок.
Следует отметить, что принцип работы PBA 4-рулон Алюминий гибки станок отличается от двух предыдущих.
Читать далее: Лучший покупателя Гид для 4-рулон Тарелка Роллинг станок
работы Принцип оф 4-рулон Роллинг станок
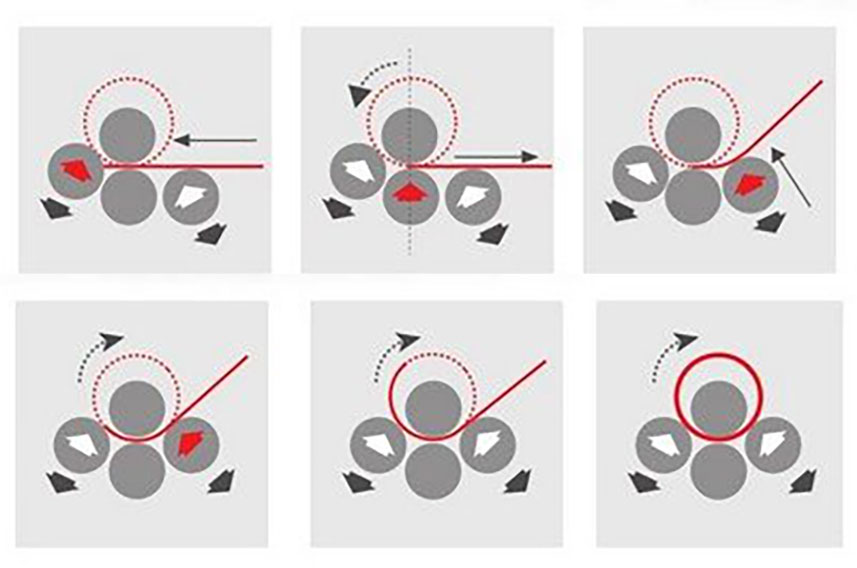
Металлическая заготовка надежно удерживается между верхним и нижним валками, а боковые валки перемещаются вертикально, создавая изгиб. Нижний валок перемещается вверх, надежно удерживая поверхность металлического профиля или пластины относительно верхнего валка, в то время как боковой валок поднимается, образуя точный предварительный изгиб, сводя к минимуму плоскую зону на кромке заготовки. Заготовки на 4-валковом гибочном станке загружаются горизонтально на уровне подачи для предварительной гибки, что позволяет использовать горизонтальные роликовые столы с электроприводом для облегчения подачи заготовки.
Боковые валки расположены справа и слева от нижнего валка и находятся на своих осях. Независимая ось каждого рулона помогает добиться идеального изгиба. Так называемый «задний» боковой валок (на дальней стороне точки подачи) также действует как задний ограничитель для выравнивания пластины для правильного выравнивания. Это устраняет необходимость в помощи оператору.
Лист удерживается прямоугольным и не скользит как во время предварительной гибки, так и при прокатке благодаря постоянному надежному зажиму верхних и нижних валков.

4-рулон станок не требуют от оператора снимать, переворачивать, а затем пытаться выровнять пластину второй раз после предварительной гибки, как в случае с трехвалковыми машинами с начальным защемлением. Поскольку материал может храниться в машине, цилиндр можно раскатать до необходимого диаметра сразу после предварительной гибки.



PR4 серии 4-рулон Тарелка Роллинг станок Параметры
| Модель | Максимальная толщина изгиба (мм) | Толщина предварительного изгиба (мм) | Рабочая длина ролика (мм) | Предел текучести пластины (МПа) | Диаметр верхнего ролика (мм) | Диаметр нижнего ролика (мм) | Диаметр бокового ролика (мм) | Основная мощность (кВт) | Длина ширина Высота (ДШ*В) | Масса(T) |
| PR4-420 | 4 | 3.5 | 2050 | 245 | 160 | 140 | 120 | 3 | 4600*1100*1100 | 4300 |
| PR4-425 | 4 | 3.5 | 2550 | 245 | 190 | 170 | 150 | 4 | 5150*1300*1400 | 5000 |
| PR4-430 | 4 | 3.5 | 3100 | 245 | 210 | 190 | 170 | 5.5 | 5650*1420*1400 | 6300 |
| PR4-620 ¼” Тарелка валик | 6 | 5 | 2050 | 245 | 190 | 170 | 150 | 4 | 4650*1300*1400 | 4800 |
| PR4-625 ¼” Тарелка валик | 6 | 5 | 2550 | 245 | 210 | 190 | 170 | 5.5 | 5150*1420*1400 | 5800 |
| PR4-630 ¼” Тарелка валик | 6 | 5 | 3100 | 245 | 230 | 210 | 190 | 7.5 | 5860*1430*1400 | 7000 |
| PR4-820 ¼” Тарелка валик | 8 | 6.5 | 2050 | 245 | 210 | 190 | 170 | 5.5 | 4650*1420*1400 | 5600 |
| PR4-825 ¼” Тарелка валик | 8 | 6.5 | 2550 | 245 | 230 | 210 | 190 | 7.5 | 5250*1500*1400 | 6300 |
| PR4-830 ¼” Тарелка валик | 8 | 6.5 | 3100 | 245 | 270 | 250 | 210 | 11 | 5750*2130*2000 | 9500 |
| PR4-1020 | 10 | 8 | 2050 | 245 | 230 | 210 | 190 | 7.5 | 4700*1420*1400 | 5800 |
| PR4-1025 | 10 | 8 | 2550 | 245 | 270 | 250 | 210 | 11 | 5270*1420*1400 | 6500 |
| PR4-1030 | 10 | 8 | 3100 | 245 | 300 | 270 | 220 | 11 | 5700*1500*1500 | 8800 |
| PR4-1220 3/8″ Тарелка валик | 12 | 10 | 2050 | 245 | 270 | 250 | 210 | 11 | 4770*1520*2130 | 6500 |
| PR4-1225 3/8″ Тарелка валик | 12 | 10 | 2550 | 245 | 300 | 270 | 220 | 11 | 5200*1500*1500 | 8200 |
| PR4-1230 3/8″ Тарелка валик | 12 | 10 | 3100 | 245 | 330 | 300 | 240 | 11 | 5770*1900*1880 | 13500 |
| PR4-1620 | 16 | 13 | 2050 | 245 | 300 | 270 | 220 | 11 | 4700*1500*1500 | 7500 |
| PR4-1625 | 16 | 13 | 2550 | 245 | 330 | 300 | 240 | 11 | 5550*1840*1820 | 12000 |
| PR4-1630 | 16 | 13 | 3100 | 245 | 360 | 330 | 250 | 15 | 6300*2000*2050 | 17000 |
| PR4-2020 | 20 | 16 | 2050 | 245 | 330 | 300 | 240 | 11 | 4700*1900*2000 | 12000 |
| PR4-2025 | 20 | 16 | 2550 | 245 | 360 | 330 | 250 | 15 | 5800*2000*2050 | 15000 |
| PR4-2030 | 20 | 16 | 3100 | 245 | 390 | 360 | 300 | 18.5 | 6500*2250*2550 | 23000 |
| PR4-2520 | 25 | 20 | 2050 | 245 | 360 | 330 | 250 | 15 | 5300*2000*2050 | 14000 |
| PR4-2525 | 25 | 20 | 2550 | 245 | 390 | 360 | 300 | 18.5 | 6250*2160*2350 | 22500 |
| PR4-2530 | 25 | 20 | 3100 | 245 | 430 | 390 | 330 | 22 | 7000*2300*2500 | 30000 |
| PR4-3020 | 30 | 25 | 2050 | 245 | 390 | 360 | 300 | 18.5 | 5000*2160*2350 | 21000 |
| PR4-3025 | 30 | 25 | 2550 | 245 | 430 | 390 | 330 | 22 | 6500*2300*2500 | 27000 |
| PR4-3030 | 30 | 25 | 3100 | 245 | 460 | 420 | 360 | 30 | 7300*2600*2700 | 33000 |
| PR4-3520 | 35 | 28 | 2050 | 245 | 430 | 390 | 330 | 22 | 6000*2300*2500 | 25000 |
| PR4-3525 | 35 | 28 | 2550 | 245 | 460 | 420 | 360 | 30 | 6800*2600*2700 | 31000 |
| PR4-3530 | 35 | 28 | 3100 | 245 | 510 | 460 | 390 | 37 | 7600*2800*2900 | 38500 |
| PR4-4020 | 40 | 32 | 2050 | 245 | 460 | 420 | 360 | 30 | 6300*2600*2700 | 29000 |
| PR4-4025 | 40 | 32 | 2550 | 245 | 510 | 460 | 390 | 37 | 7100*2800*2900 | 35000 |
| PR4-4030 | 40 | 32 | 3100 | 245 | 550 | 510 | 420 | 45 | 8000*3100*3200 | 45000 |
| PR4-4520 | 45 | 36 | 2050 | 245 | 510 | 460 | 390 | 37 | 6600*2800*2900 | 33500 |
| PR4-4525 | 45 | 36 | 2550 | 245 | 550 | 510 | 420 | 45 | 7500*3100*3200 | 42000 |
| PR4-5020 | 50 | 40 | 2050 | 245 | 550 | 510 | 420 | 45 | 7000*3100*3200 | 38000 |
| PR4-5030 | 50 | 40 | 3100 | 245 | 610 | 560 | 480 | 55 | 8800*3600*3800 | 65000 |
| PR4-6030 | 60 | 48 | 3100 | 245 | 670 | 620 | 520 | 75 | 10000*4300*4600 | 90000 |
4 Роллы vs. 3 Роллы


- 4-рулон Роллинг станок более точны, производительны, универсальны, быстрее, безопаснее и проще в эксплуатации, чем трехвалковые машины. Они меньше зависят от компетентности оператора.
- Самые быстрые и точные гибки производятся четырехвалковыми станками. 4-валковые машины имеют небольшое преимущество во времени цикла, поскольку они позволяют предварительно сгибать переднюю кромку, прокатывать корпус цилиндра и завершать задний предварительный изгиб, и все это при прокатке в одном направлении.
- Нижний валок перемещается вверх, надежно удерживая заготовку относительно верхнего валка, в то время как боковой валок поднимается, образуя точный предварительный изгиб, сводя к минимуму плоскую зону на краю заготовки. Предварительная гибка на трехвалковом гибочном станке требует наклона заготовок вниз при подаче. Напротив, на четырехвалковом станке заготовки загружаются горизонтально на уровне подачи для предварительной гибки, что позволяет использовать горизонтальные роликовые столы с электроприводом для облегчения подачи заготовки.
- Боковые валки расположены справа и слева от нижнего валка и находятся на своих осях. Независимая ось каждого рулона помогает добиться идеального изгиба.
- Заготовка удерживается прямоугольной формы без проскальзывания как во время предварительной гибки, так и при прокатке благодаря постоянному надежному зажиму верхних и нижних валков.
- Прокатку конуса легче производить на четырехвалковой машине. Боковые валки можно наклонять для установки угла конуса, а нижний валок также можно наклонять для зажима и перемещения заготовки.
- 4-валковые гибочные станки лучше подходят для управления с ЧПУ, поскольку материал удерживается между двумя прижимными валками и положением можно управлять. Благодаря постоянному зажиму и перемещению материала на всех этапах прокатки, гибка сложных форм, таких как полицентрические или эллиптические заготовки, может быть легко выполнена с помощью 4-валковых гибочных машин.