Индукционная трубогибочная машина Нагреватель для гибки труб
Индукционная гибочная машина
От простых трубогибочных машин до высокоавтоматизированных трубогибочных машин для атомной промышленности.
Индукционная гибочная машина
Индукционные трубогибочные машины BIT широко используются на электростанциях, в нефтяной промышленности, химической промышленности, судостроении, атомной промышленности, горнодобывающей промышленности, энергетике, а также наземных и морских нефте- и газопроводных системах. По сравнению с машиной для холодной гибки, индукционная трубогибочная машина занимает всего 1/3~1/2 места и не требует изготовления форм по индивидуальному заказу. Это один из самых эффективных и экономичных методов гибки труб.
Приемка доработки индукционного трубогибочного станка в следующих диапазонах параметров:
Колено имеют диаметр от 2 дюймов (50 мм) до 64 дюймов (1650 мм), толщину стенок от 1/8 дюйма (3 мм) до 5 дюймов (120 мм) и радиусы от 1,5DN/3 дюйма (75 мм) до 33 футов (10 000 мм). мм).
Индукционная гибочная машина фиксирует два конца стального профиля, устанавливает хороший радиус изгиба на одном конце и поддерживает постоянную скорость другого конца. Стальной профиль локально нагревается катушкой электромагнитной индукции, а изгиб осуществляется прецизионным винтом. Охлаждающая среда непрерывно охлаждается и приобретает необходимую форму изгиба.
Он используется для горячей гибки всех видов круглых или квадратных стальных труб, труб из нержавеющей стали, двутавровых, двутавровых и U-образных балок, подходящих для нефтяной, химической промышленности, металлургии, стальных конструкций, котлов и других проектов.
Индукционный трубогибочный станок IBP
IRT-H Индукционный трубогибочный станок
Высокопрочная гидравлическая напорная труба


IRT-c Индукционный трубогибочный станок
Цепной привод как мощность

IRT-s Индукционный трубогибочный станок
Прецизионный шарико-винтовой привод в качестве мощности


Индукционная трубогибочная машина ИРТ-с-плюс
Тяжелый шариковый винт в качестве привода


Особенности индукционной гибочной машины IBP
- Высокопрочная гидравлическая или механическая нажимная труба, стабильный процесс гибки труб.
- Регулируемый коромысло, адаптируется к различным регулировкам радиуса.
- Программирование ПЛК Siemens для управления радиусом регулировки, углом гибки и скоростью гибки.
- Программирование ПЛК Siemens для контроля температуры нагрева, управления потоком водяного/воздушного охлаждения.
- Промышленный компьютер ПК интегрирует и контролирует параметры процесса отвода, чтобы обеспечить стабильность отвода.
- Память большой емкости может хранить несколько наборов процессов.

Спецификация индукционной трубогибочной машины серии IBP
| Модель | Диаметр трубы (мм) | Максимальная толщина стенки (мм) | Макс. Тяга(Т) | Радиус изгиба | Угол изгиба (°) | Скорость изгиба (мм/с) | Скорость быстрого возврата (мм/мин) | Мощность индукционного нагрева (кВт) |
| ИБП-219 | 76-219 | 18/25/40 | 60 | ≥1.5D | 0-180 | 0.3-4 | 1500 | 160 |
| ИБП-325 | 76-325 | 18/25/40 | 70 | ≥2.5D | 0-180 | 0.25-3 | 1500 | 200 |
| ИБП-426 | 108-426 | 18/25/40 | 100 | ≥3D | 0-180 | 0.25-3 | 1500 | 250 |
| ИБП-530 | 159-529 | 18/25/40 | 120 | ≥3D | 0-180 | 0.2-3 | 1500 | 300 |
| ИБП-630 | 159-630 | 18/25/40 | 160 | ≥3D | 0-180 | 0.2-3 | 1500 | 400 |
| ИБП-720 | 219-720 | 18/25/40 | 180 | ≥3D | 0-180 | 0.15-2.5 | 1500 | 500 |
| ИБП-830 | 219-830 | 18/25/40 | 220 | ≥3D | 0-180 | 0.15-2.5 | 1500 | 550 |
| ИБП-1020 | 426-1020 | 18/25/40 | 260 | ≥3D | 0-180 | 0.15-2.5 | 1500 | 600 |
| ИБП-1220 | 529-1220 | 18/25/40 | 300 | ≥3D | 0-180 | 0.15-2.5 | 1500 | 700 |
| ИБП-1420 | 630-1420 | 18/25/40 | 350 | ≥3D | 0-180 | 0.15-2.5 | 1500 | 800 |
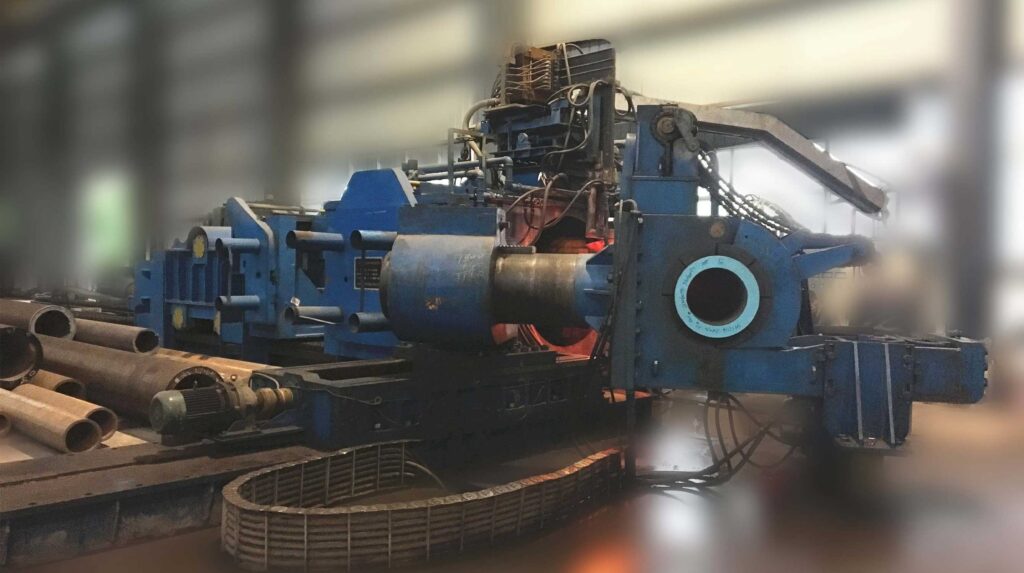
Фото индукционного трубогибочного станка






Что такое индукционная гибка?
В процессе индукционной гибки, также известном как термоиндукционная гибка, высокочастотная гибка или горячая гибка, используются индукторы для локального индукционного нагрева стали. Это приводит к образованию узкой тепловой зоны в изгибаемой форме. Форма прочно удерживается зажимом нужного радиуса, который установлен на свободно поворотном рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб заданного радиуса. Затем изогнутую часть охлаждают водой, принудительным или неподвижным воздухом для фиксации изогнутой формы.
Индукционная гибка — очень эффективный метод гибки профилей, поскольку он быстрый, точный и практически безошибочный. Процесс индукционной гибки осуществляется путем нагревания определенной точки металлического профиля, который затем можно легко согнуть. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму. Многие индукционные гибочные машины также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева – самый трудоемкий элемент процесса, после завершения процесса нагрева гибка вообще не требует много времени.
Топ-6 преимуществ индукционной гибки
- При индукционной гибке существует возможность нагрева определенной области металлической трубы, и это гарантирует, что после завершения гибки возникнет минимальная деформация.
- Этот процесс приводит к созданию более энергоэффективной системы, поскольку только часть металла требует нагрева, а мощность, необходимая для создания изгиба, сведена к минимуму.
- Процесс индукционной гибки не требует заполнения песком или внутренних оправок, поэтому накладные расходы намного ниже.
- Время гибки не такое длительное, как в других процессах, что делает этот процесс более экономически эффективным.
- Общее качество изделия лучше, чем при холодной гибке, при которой может возникнуть чрезмерное коробление и утончение стенок.
- И, наконец, этот процесс устраняет необходимость в механических или сварных соединениях, что приводит к более гладкой поверхности.
Приложение
Индукционная гибка — это эффективный способ создания изгиба, когда требуется изгиб только определенной области металлической трубы или трубы. Конкретная область обычно нагревается с помощью индукционной катушки, чтобы материал было легче сгибать до заданного радиуса. Индукционная гибка обычно используется для изгиба определенной области готового куска металла, тогда как горячая прокатка, во многом аналогично холодной прокатке, представляет собой процесс изменения толщины металла. В процессе индукционной гибки можно использовать практически любой металл или стальное изделие, включая металлические прутки, трубы и трубки, а в процессах горячей прокатки наиболее часто используемым металлом является сталь. Большинство цветных металлов, то есть металлов, отличных от железа, или сплавов, не содержащих определенного количества железа, обычно подвергают холодной прокатке. Хотя в способах использования готовых металлических изделий могут быть некоторые пересечения, индукционная гибка используется для больших труб, таких как нефтепроводы, а также достаточно универсальна, чтобы ее можно было использовать при изготовлении более мелких изделий, таких как пружины и сельскохозяйственные инструменты.
Индукционная гибка используется для всех видов круглых или квадратных стальных труб, труб из нержавеющей стали и горячей гибки I-стали, подходящей для нефтяной, химической промышленности, металлургии, стальных конструкций, котлов и других проектов.