Лист Тарелка рулон станок Производитель
PRT 3-Roll Машина для прокатки листов
Небольшое межосевое расстояние нижнего ролика способствует предварительной гибке тонкой пластины небольшого диаметра, что позволяет выполнять предварительную гибку различного диаметра, верхний ролик можно использовать в качестве традиционной гибочной машины, которая позволяет получить цилиндр. Точно так же выравнивание толстого пластинчатого конуса можно выполнить путем многократной прокатки. После завершения выгрузка заготовки упрощается.
3 Рулон Горизонтальное движение верхнего ролика PRT
PRT Вершина Рулон Горизонтальный Движение Машина для прокатки листовиспользует горизонтальное движение верхнего валка (механическая трансмиссия) и вертикальное движение (гидравлическая трансмиссия), приводимое в движение нижними валками, электрическую систему централизованного управления.
Вальцы для гибки валков NC PRT 3 могут выполнять предварительную гибку и прокатку обоих концов металлической пластины за один процесс гибки валков после подачи заготовки, а при изготовлении цилиндрических и дугообразных заготовок они также могут выполнять определенные операции. придание формы и выравнивание металлического листа, что обеспечивает эффект прямой предварительной гибки, экономит трудозатраты и материал и оснащено системой управления с ЧПУ для повышения степени автоматизации..
PRT 3 Рулон Машина для прокатки листов является лучшим решением для гибки листов толщиной от 50 мм до 200 мм и шириной от 1000 мм до 10 000 мм.
- Толщина изгиба: 50-200 мм
- Толщина предварительного изгиба: 40-160 мм
- Ширина изгиба: 1000-10000 мм


Функции
- Управление ЧПУ: величина опускания верхнего валка автоматически рассчитывается путем ввода данных приложения, что снижает трудоемкость работы рабочих.
- Высокоточная предварительная гибка: благодаря процедуре, при которой верхний валок перемещается в направлении вперед/назад, концы пластины материала прочно сгибаются так же, как и при обычном прессе.
- Точная округлость и цилиндричность: Выпуклость верхнего валика и регулировка опорного валика помогают исправить отклонение как верхнего, так и опорного валков, обеспечивая более точную округлость и цилиндрическость применений, что сокращает время после процедуры.
- Высокожесткая механическая конструкция: рама жестко спроектирована с учетом допустимого давления и ширины применяемых материалов. Механизм опускания верхнего ролика и жесткая и компактная нижняя рама упрощают строительство фундамента.
- Обильные формы изгиба: он имеет различные формы, такие как прокатанная О-образная, U-образная, многосекционная R и т. д.




Вершина 7 преимуществ
- Двойной-скоростная рабочая система.
- После завершения выгрузка заготовки упрощается.Тарелка Роллинг Процесс из тот PRT 3 Рулон Машина для прокатки листов .
- Верхний ролик можно использовать в качестве традиционного гибочного станка, который позволяет добиться выравнивания цилиндра, таким же образом можно изготовить конус из толстой пластины путем многократной прокатки. Коническое гибочное устройство.
- Небольшое нижнее межосевое расстояние роликов способствует предварительной гибке тонкой пластины небольшого диаметра, которая может выполнять предварительную гибку различного диаметра.
- Во время предварительной гибки и прокатки пластины всегда удерживаются в горизонтальном положении, чтобы материал можно было легче перемещать.Прочная и специальная геометрическая структура делает его более подходящим для использования.
- Большой рабочий ход позволяет добиться лучшего эффекта прокатки покрытия и позволяет раскатывать более толстые листы, чем аналогичные аналоги. 3-Рулон или 4-Рулон Машина для прокатки листов .Индукция закалка кованые ролики или SAE1050 Роллинг Лист валик
- Горизонтальное перемещение двух нижних катков и меньшая рабочая высота требуют меньшего котлована и меньшей нагрузки на фундаментные болты (минимальная машина не требует фундамента).
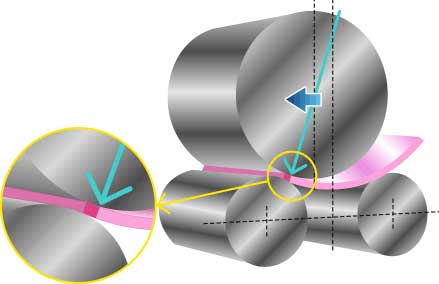
Работающий Принцип
PRT3 Рулон Роллинг станок это специальное оборудование для холодной гибки, которое использует принцип трех точек для формирования круга. При нормальной температуре металлическая пластина раскатывается из плоской пластины в дугообразную, цилиндрическую и коническую заготовку.
- Верхний валок поднимается и опускается вертикально. Мощность: гидроцилиндр. Функция: надавите на пластину, чтобы согнуть ее.
- Верхний валок перемещается горизонтально. Мощность: Электродвигатель. Функция: Отрегулируйте горизонтальное расстояние между верхними и нижними рабочими валками так, чтобы верхние и нижние рабочие валки были расположены асимметрично, чтобы реализовать предварительный изгиб конца листа и уменьшить длину прямой кромки.
- Нижние валки вращаются. Мощность: Электродвигатель. Функция: Обеспечивает крутящий момент для прокатанного листа.
- При опрокидывании корпус подшипника переворачивается и сбрасывается. Мощность: гидроцилиндр. Функция: Выгрузка свернутой работы.
Технический параметр
| Модель | Давление верхнего ролика (Т) | Макс. Толщина изгиба (мм) | Толщина предварительного изгиба (мм) | Макс. Ширина изгиба (мм) | Диаметр верхнего ролика (мм) | Диаметр нижнего ролика (мм) | Центральное расстояние (мм) | Главный двигатель (кВт) Привод, гидравлический, движение | ||
| PRT-0425 | 25 | 4 | 3.5 | 2500 | 200 | 125 | 160 | 4 | 2.2 | 1.1 |
| PRT-0625 | 30 | 6 | 5 | 2500 | 210 | 125 | 160 | 4 | 2.2 | 1.1 |
| PRT-0820 | 37 | 8 | 6.5 | 2000 | 210 | 135 | 180 | 4 | 2.2 | 1.1 |
| PRT-08825 | 37 | 8 | 6.5 | 2500 | 235 | 135 | 180 | 5.5 | 2.2 | 1.1 |
| PRT-10200 | 37 | 10 | 8 | 2000 | 235 | 135 | 180 | 5.5 | 2.2 | 1.1 |
| PRT-1025 | 55 | 10 | 8 | 2500 | 250 | 145 | 200 | 7.5 | 4 | 1.1 |
| PRT-1220 | 65 | 12 | 10 | 2000 | 250 | 145 | 200 | 7.5 | 4 | 1.1 |
| PRT-1225 | 75 | 12 | 10 | 2500 | 265 | 145 | 200 | 7.5 | 4 | 1.5 |
| PRT-1230 | 75 | 12 | 10 | 3000 | 290 | 150 | 245 | 11 | 4 | 1.5 |
| PRT-1620 | 75 | 16 | 13 | 2000 | 265 | 150 | 245 | 7.5 | 4 | 1.5 |
| PRT-1625 | 100 | 16 | 13 | 2500 | 300 | 165 | 270 | 15 | 5.5 | 1.5 |
| PRT-1630 | 130 | 16 | 13 | 3000 | 330 | 180 | 300 | 15 | 5.5 | 2.2 |
| PRT-2020 | 100 | 20 | 16 | 2000 | 300 | 165 | 270 | 15 | 5.5 | 1.5 |
| PRT-2025 | 130 | 20 | 16 | 2500 | 330 | 180 | 300 | 15 | 5.5 | 2.2 |
| PRT-20×30 | 160 | 20 | 16 | 3000 | 380 | 200 | 330 | 18.5 | 7.5 | 2.2 |
| PRT-20×40 | 230 | 20 | 16 | 4000 | 440 | 235 | 380 | 30 | 11 | 4 |
| PRT-2525 | 190 | 25 | 20 | 2500 | 380 | 220 | 360 | 22 | 7.5 | 4 |
| PRT-2530 | 230 | 25 | 20 | 3000 | 410 | 235 | 380 | 30 | 11 | 4 |
| PRT-2540 | 270 | 25 | 20 | 4000 | 490 | 250 | 400 | 30 | 11 | 4 |
| PRT-3025 | 230 | 30 | 25 | 2500 | 410 | 235 | 380 | 30 | 11 | 4 |
| PRT-3030 | 270 | 30 | 25 | 3000 | 450 | 250 | 400 | 30 | 11 | 4 |
| PRT-3040 | 380 | 30 | 25 | 4000 | 550 | 275 | 460 | 45 | 22 | 5.5 |
| PRT-3525 | 320 | 35 | 28 | 2500 | 450 | 250 | 400 | 30 | 11 | 4 |
| PRT-3530 | 380 | 35 | 28 | 3000 | 510 | 275 | 460 | 45 | 22 | 5.5 |
| PRT-4025 | 380 | 40 | 32 | 2500 | 500 | 275 | 460 | 45 | 22 | 5.6 |
| PRT-4030 | 430 | 40 | 32 | 3000 | 540 | 290 | 500 | 55 | 22 | 7.5 |
| PRT-4040 | 540 | 40 | 32 | 4000 | 630 | 340 | 610 | 55 | 22 | 11 |
| PRT-4530 | 540 | 45 | 36 | 3000 | 590 | 340 | 610 | 55 | 22 | 11 |
| PRT-5025 | 430 | 50 | 40 | 2500 | 580 | 290 | 500 | 55 | 22 | 7.5 |
| PRT-5030 | 540 | 50 | 40 | 3000 | 600 | 340 | 610 | 55 | 22 | 11 |
| PRT-5040 | 690 | 50 | 40 | 4000 | 700 | 380 | 700 | 75 | 30 | 15 |
| PRT-5530 | 610 | 55 | 45 | 3000 | 620 | 360 | 650 | 75 | 30 | 15 |
| PRT-5540 | 850 | 55 | 45 | 4000 | 750 | 420 | 780 | 90 | 37 | 15 |
| PRT-6030 | 690 | 60 | 50 | 3000 | 650 | 380 | 700 | 75 | 30 | 15 |
| PRT-6040 | 930 | 60 | 50 | 4000 | 780 | 440 | 820 | 90 | 37 | 15 |
| PRT-7030 | 850 | 70 | 56 | 3000 | 710 | 420 | 780 | 75 | 37 | 15 |
| PRT-7040 | 1150 | 70 | 56 | 4000 | 840 | 480 | 920 | 110 | 45 | 18.5 |
| PRT-7530 | 930 | 75 | 60 | 3000 | 740 | 440 | 820 | 90 | 37 | 15 |
| PRT-8030 | 1050 | 80 | 65 | 3000 | 770 | 460 | 880 | 90 | 37 | 18.5 |
| PRT-9030 | 1150 | 90 | 75 | 3000 | 820 | 480 | 920 | 110 | 45 | 18.5 |
| PRT-10030 | 1350 | 100 | 80 | 3000 | 860 | 480 | 920 | 110 | 45 | 22 |
| PRT-11040 | 1800 | 110 | 90 | 4000 | 950 | 600 | 1120 | 132 | 55 | 37 |
| PRT-12030 | 1800 | 120 | 100 | 3000 | 920 | 580 | 1120 | 132 | 55 | 37 |
| PRT-12040 | 2300 | 120 | 100 | 4000 | 990 | 640 | 1280 | 275 | 75 | 37 |
| PRT-15030 | 2300 | 150 | 120 | 3000 | 1050 | 660 | 1280 | 2×75 | 75 | 45 |
| PRT-16030 | 2500 | 160 | 130 | 3000 | 1080 | 700 | 1360 | 2×75 | 75 | 45 |
| PRT-16040 | 2800 | 160 | 130 | 4000 | 1260 | 720 | 1380 | 2×90 | 90 | 45 |
Читать далее: Лучшее руководство по Тарелка Роллинг Процесс:Формула, 2 подсказки, 11 ключей
<Расширенный Чтение>
- Тарелка Роллинг Процесс иТарелка Роллинг Процесс
- 4 метода классификации и Работа Принципы из Тарелка валик
- Состав из Машина для прокатки листов
- 5 Ключ Точки Когда Покупка a P Машина для прокатки листов
- Тарелка валик: Как это работает? Каковы 3 важных параметра? Как это определить?
- Как выбрать правильный Машина для прокатки листов?
- Машина для прокатки листов Эксплуатация: 9 примечаний, 6 советов по безопасности