Технология трехмерной гибкой формовки свободного изгиба
Гибочный станок произвольной формы CNC
3D Трубогибочный произвольной формы
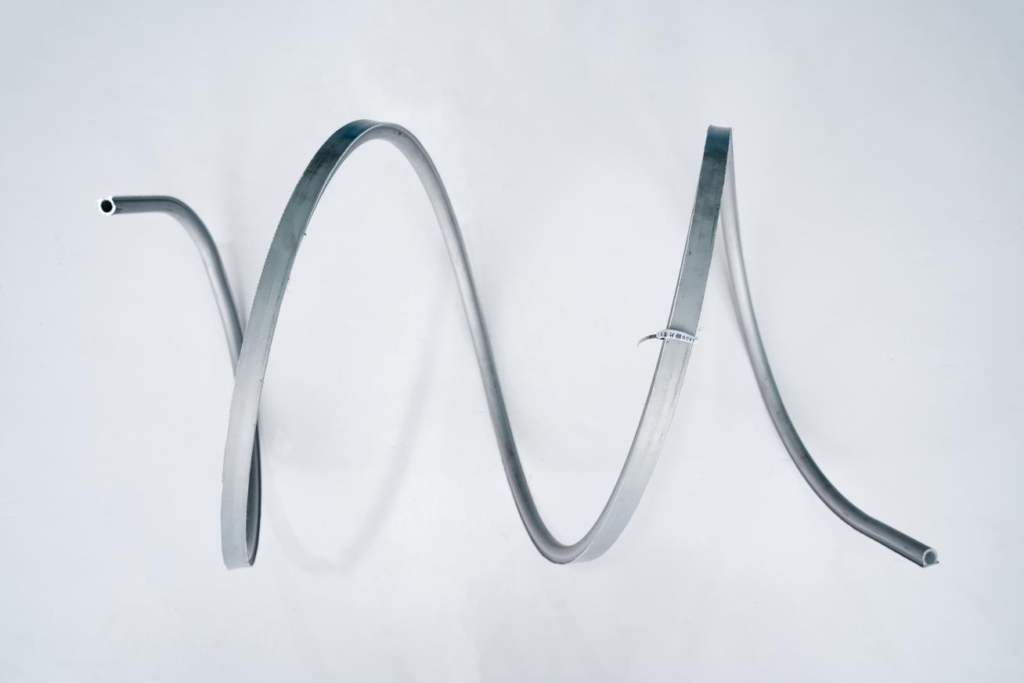
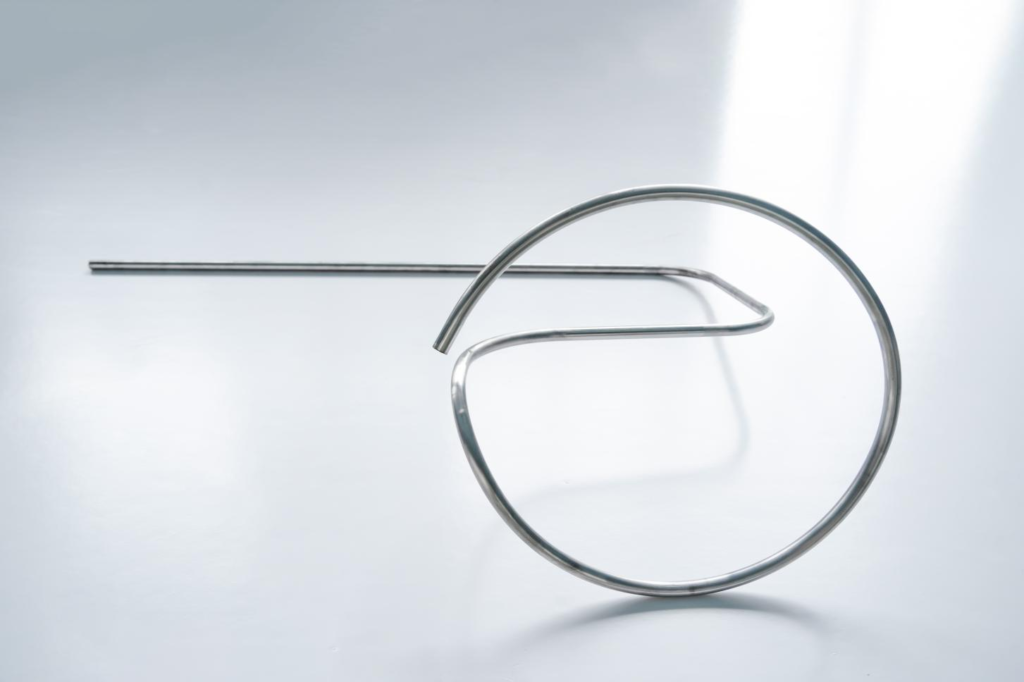
Трехмерные сложные компоненты: формовка без форм, высокая скорость формовки, высокая точность формовки и широкая адаптируемость к материалам. Гибка труб произвольной формы открывает невиданные ранее возможности.
3D Свободнаяформа Трубка Бендер /Гибочный станок произвольной формы
BIT может похвастаться обширным набором инструментов проектирования, производства и технических возможностей в сочетании со страстью к обслуживанию и инновациям. Среди машин с такими возможностями мы с гордостью предлагаем 3D Свободнаяформа гибки станок ( fдля трубка мы называется 3D Свободнаяформа Трубка Бендер).
Что является Гибочный станок произвольной формы или 3D Свободнаяформа Трубка Бендер
Гибочная машина произвольной формы — это тип промышленной машины, используемой для точной гибки различных материалов, обычно металлических труб, в сложные формы и кривые. Этот станок специально разработан для обработки нелинейных или неравномерных форм изгиба, что позволяет создавать сложные компоненты с учетом индивидуальных требований заказчика.
Функции
Процесс гибки произвольной формы отличается от традиционных методов гибки, таких как гибка на прессе или гибка валками, которые обычно создают прямые или простые изогнутые формы. В гибочных машинах произвольной формы используются передовые технологии, такие как системы ЧПУ (компьютерное числовое управление) и гидравлические системы с сервоуправлением, для достижения точных и гибких операций гибки.
- Изгиб малого радиуса
- Многорадиусный изгиб
- Непрерывный радиус изгиба
- Симметричный изгиб
- Жесткие допуски
- Точная согласованность деталей
- Генерация ламп
- Прототип или большой объем
- Высокая эффективность, меньше отходов
- Высококачественные детали
Принцип работы
- Ввод дизайна: желаемая форма или рисунок вводятся в систему управления машиной. Это можно сделать с помощью программного обеспечения CAD (компьютерного проектирования) или путем непосредственного программирования машины.
- Подготовка материала: металлический лист или труба, подлежащие сгибанию, подготавливаются, обеспечивая их чистоту и правильное расположение в зоне гибки машины.
- Зажим и позиционирование: зажимы машины фиксируют материал на месте, а система позиционирования точно выравнивает его в соответствии с запрограммированным дизайном.
- Процесс гибки: механизмы гибки машины, которые часто включают в себя несколько осей с сервоуправлением, прикладывают контролируемые силы к материалу в определенных точках, постепенно сгибая его до желаемой формы.
Приложения
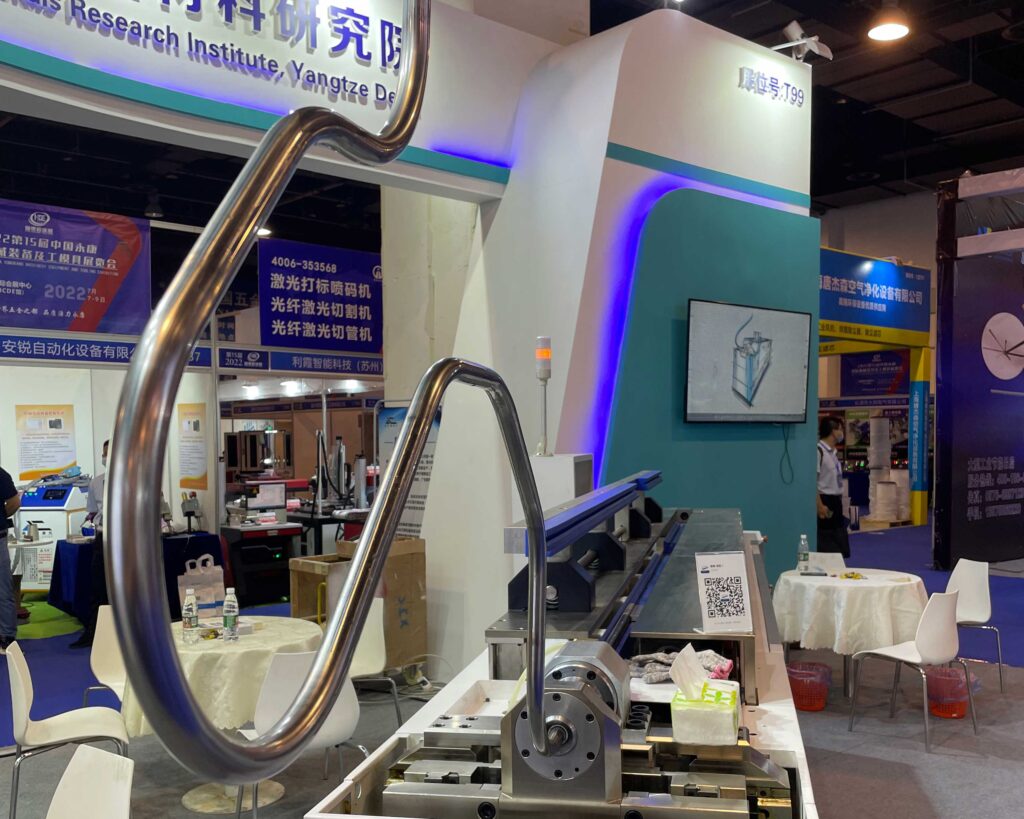
Машины для гибки произвольной формы (3D трубогибочные машины произвольной формы) широко используются в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, архитектура и промышленный дизайн, где требуются сложные и индивидуальные компоненты. Они обеспечивают большую гибкость и точность по сравнению с традиционными методами гибки, позволяя создавать очень сложные и эстетически привлекательные формы и конструкции.
Технические параметры 3D трубогиба произвольной формы
Что бы ни требовали спецификации вашего проекта, BIT может предоставить. Мы можем согнуть широкий диапазон металлов, толщин и диаметров длиной до 6000 мм (20 футов).
| Технические параметры | PFB-T10 | PFB-T30 | PFB-T60/TFB-S60 | PFB-T90/PFB-S90 |
| Диаметр процесса | 4-14mm | 8-32mm | 30-60mm | 60-90mm |
| Макс. радиус изгиба | ∞ | ∞ | ∞ | ∞ |
| Минимальный радиус изгиба | 3D | 3D | 3D | 3D |
| Угол изгиба | 0-360° | 0-360° | 0-360° | 0-360° |
| Точность позиционирования оси подачи | ≤0.05mm | ≤0.05mm | ≤0.05mm | ≤0.05mm |
| Точность позиционирования оси изгиба | ≤0.02mm | ≤0.02mm | ≤0.02mm | ≤0.02mm |
| Максимальная скорость изгиба | 50mm/s | 250mm/s | 250mm/s (T60) 330mm/s (S60) | 250mm/s (T90 330mm/s (S90) |
Примечания: Стандартная модель, максимальная длина обрабатываемой трубной заготовки составляет 3000 мм, самая длинная может быть изготовлена по индивидуальному заказу до 6 000 мм, а заказ может быть увеличен на единицы по 1 000 мм. (PFB-T – трехосный станок, PFB-S – шестиосный станок)
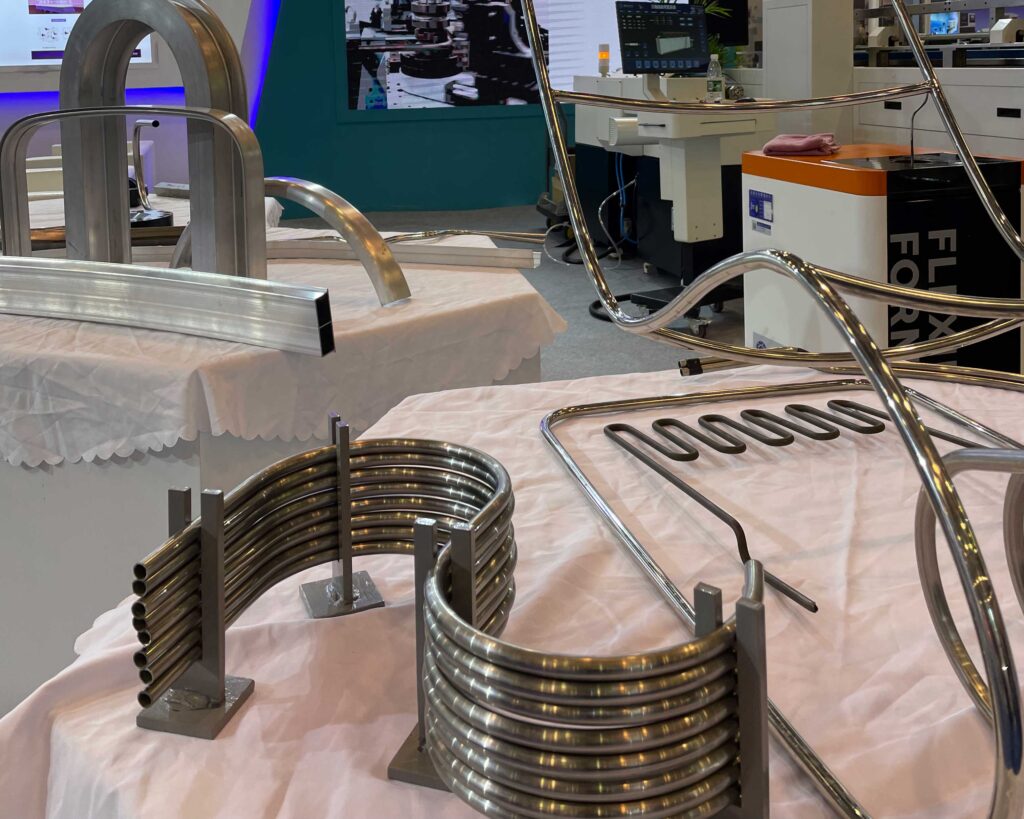
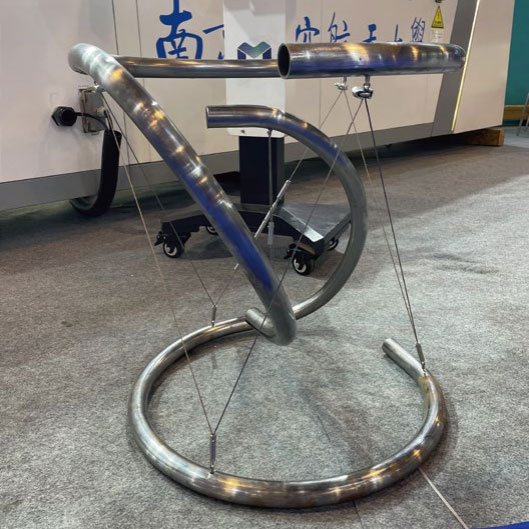


3D-образцы произвольной формы
PFB-T (3-осевая гибка произвольной формы)
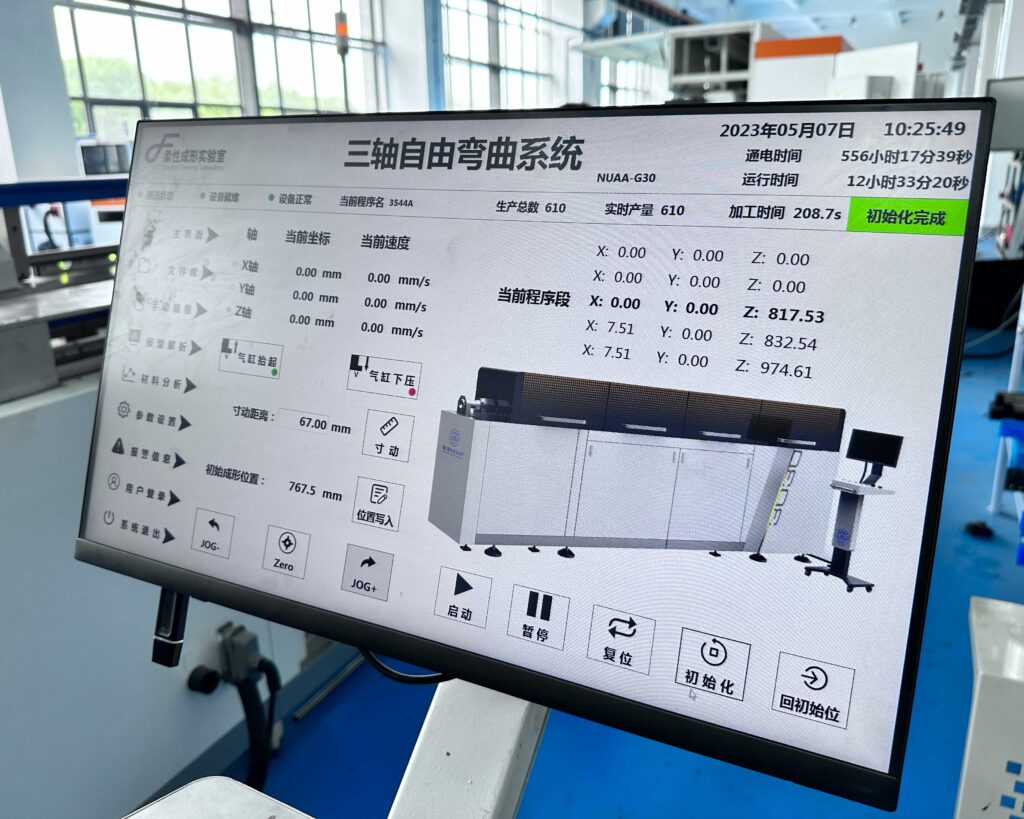
Основной принцип работы трехосной системы свободной гибки: расстояние между центральной осью направляющей и центральной осью гибочной матрицы называется эксцентриситетом U, и материал выталкивается из направляющей в зону гибки. плашки осевой силой PL, а изгиб материала завершается изменением значения эксцентриситета U. В процессе гибки трубы сложной формы расстояние V между центром гибочной плашки и выходом направляющая не меняется. Величина экструзионной нагрузки Pu зависит от величины эксцентриситета U. В процессе изгиба трубы изгибающий момент M =PuV+PLU. Положение гибочной матрицы постоянно изменяется посредством управления двумя серводвигателями в направлении X и направлении Y. Изменяя значение расстояния V и значение эксцентриситета U между центром гибочной матрицы различных материалов и выходом направляющей, можно завершить процесс гибки материалов различных характеристик и материалов.





PFB-S (6-осевая гибка произвольной формы)

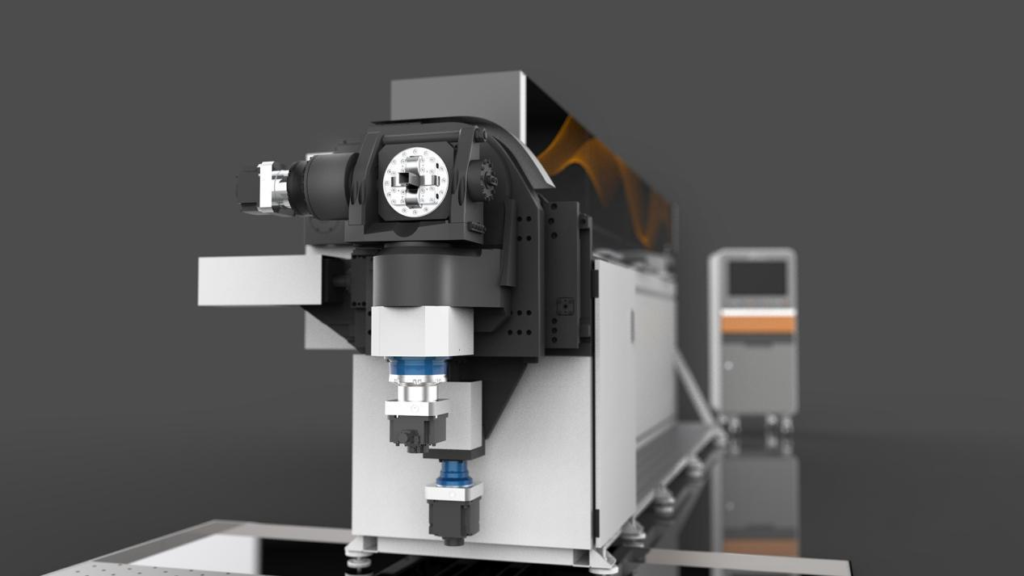
Трехмерная система формования свободным изгибом в основном состоит из четырех частей: активной гибочной матрицы, направляющего механизма, прижимного механизма и толкающего механизма.
Принцип работы: заготовка проходит через направляющий механизм и последовательно гибочные штампы под постоянным давлением движителя. Когда заготовка проходит через гибочную матрицу, гибочная матрица совершает сложные движения отклонения и скручивания под определенным углом в пространстве.
Расстояние между центром гибочной плашки и центром выхода направляющего механизма в вертикальном направлении представляет собой эксцентриситет U, а расстояние в горизонтальном направлении — длину А зоны деформации изгиба и кручения. компонент. Поскольку гибочная форма оборудования для трехмерного свободного изгиба трубы/профиля обычно проектируется как эксцентриковая конструкция, значение A будет меняться с изменением угла поворота во время процесса формования, а U и A совместно определяют размер. радиуса изгиба.

При формовании заготовка проталкивается в гибочную матрицу из направляющего механизма осевой силой P, и в то же время гибочная матрица оказывает силу P, перпендикулярную направлению подачи, и скручивающую силу τ вокруг оси к заготовке. . Профильный элемент под действием τ создает крутящий момент T, который вызывает крутильную деформацию заготовки. Т определяется параметрами двигателя, управляющего осью кручения, свойствами материала и формой поперечного сечения формируемой заготовки. Под совместным действием изгибающего момента P и крутящего момента T элемент профиля вызывает изгибную и крутильную деформацию.