Metal Profile/Aluminum Extrusions Bending Basics
Гибка профиля,
гибка сечения
Руководство по гибке конструкционной стали: Процесс холодной гибки, 5 распространенных методов холодной гибки профилей, 9 распространенных процессов гибки металлических профилей
Что такое гибка профиля?

Что такое металлический профиль? Металлические профили и конструктивные формы представляют собой постоянную форму поперечного сечения или очень уникальные профили, изготовленные по индивидуальному заказу из материала прямой длины, они являются металлическими конструктивными элементами и включают металлы и сплавы в виде уголков, прутков, швеллеров, балок, пластин, фольги и других стандартных форм, также их часто называют “секциями”. В зависимости от типа работы по выбору и области применения, а также при разной высоте и разной толщине форма металлического профиля может быть выбрана в зависимости от типа его материала или от конкретных механических свойств в зависимости от условий эксплуатации.
Давным-давно считалось, что нагрев стального профиля был единственным способом его точной гибки. Однако появление более совершенного оборудования в настоящее время позволило сгибать и прокатывать стальные профили с гораздо большей точностью в холодных условиях.Важная информация: 1. 4 Ключа к процессу холодной гибки металлических профилей. 2. 4 Ключевых момента Холодной и Горячей гибки при гибке труб
Гибка профиля: Гибка профиля, также называемая гибкой профиля в сечении или гибкой конструкционной стали, представляет собой изгибание металлических профилей различной длины (сталь, алюминий, латунь и различные другие металлы) в определенные формы профиля. Процесс гибки металлического профиля характеризуется растяжением и сжатием, что может привести к деформации сложного поперечного сечения и потере важных функций. Процесс гибки профиля должен обеспечивать сведение этой деформации к минимуму и сохранение функциональных возможностей даже при изгибе. Инженеры используют гнутые и профилированные металлические профили для самых разных применений, от электромобилей до сложных по дизайну космических аппаратов и зданий.
Основы профильного гиба
Of course, there are multiple techniques for bending and rolling, depending on the overall member size, wall thickness (web and flange thickness, HSS wall
Конечно, существует множество техник гибки и прокатки в зависимости от общего размера элемента, толщины стенки (толщины полки и стенки, толщины стенки трубы, и так далее), требований к радиусу и конечного применения материала. В промышленности существует пять типичных методов гибки: прокатка, дифференцированная гибка, горячая гибка, гибка с поворотом и индукционная гибка. Каждый метод имеет свои преимущества. Некоторые методы более распространены в строительной индустрии из стали, в то время как другие чаще встречаются в автомобильной или производственной промышленности.
- Профильный гиб включает в себя два основных процесса — холодный гиб и горячий гиб (индукционный гиб). Прокатка — самый распространенный процесс гибки сечения и процесс гибки листа при холодной прокатке металлического профиля. Горячий гиб включает в себя индукционную гибку, которая применяет узкий поток тепла к профилю, когда рычаг гибки поворачивается, чтобы создать (как правило) очень малорадиусное изгиб.
- Цель профильного гиба — изгибать заготовку за минимальное количество проходов. У него есть два подхода: асимметричный или симметричный гиб. Полностью пластичное изгибание должно рассматриваться как асимметричное, когда ось приложенного момента гибки не параллельна или перпендикулярна оси симметрии сечения.
Гибка алюминия против стали
Процесс гибки алюминия практически идентичен гибке легированной стали/гибке стальных конструкций; разница заключается в том, что алюминиевые профили требуют более высокого уровня точности и контроля из-за различных свойств металлов. При гибке алюминия он имеет тенденцию к упрочнению и тресканию при неправильных методах использования. Алюминий поставляется в нескольких марках и состояниях. Читать далее: Профильогибочный станок: 5 вещей перед покупкой, 6 шагов гибки.
Два запутанных понятия о изгибе профиля
Гибка профиля в сравнении с прокаткой профиля: Процесс гибки профиля (профилегибочная прокатка) может быть реализован многими способами. Процесс прокатки профиля может быть реализован только профилегибочным роликом. Принцип гибки валков заключается в формировании окружности в трех точках. Обычно используемая модель представляет собой трехвалковый профилегибочный станок.
Гибка в рулоне по сравнению с формованием в рулоне : Процесс холодной прокатки (процесс прокатки профилей) является подходящим методом для изгибания (прокатки) профилей из конструкционной стали, труб и штуцеров, а также фланцев, где, как правило, не требуются очень жесткие радиусные изгибы или «колена». Процесс холодной прокатки осуществляется путем перемещения стального элемента взад и вперед между комплектами валков. Точечная нагрузка, прикладываемая центральным валком, достаточна для того, чтобы сталь превысила предел текучести и образовалась постоянная заготовка.
Три общепринятых термина гибки профиля (прокатки)
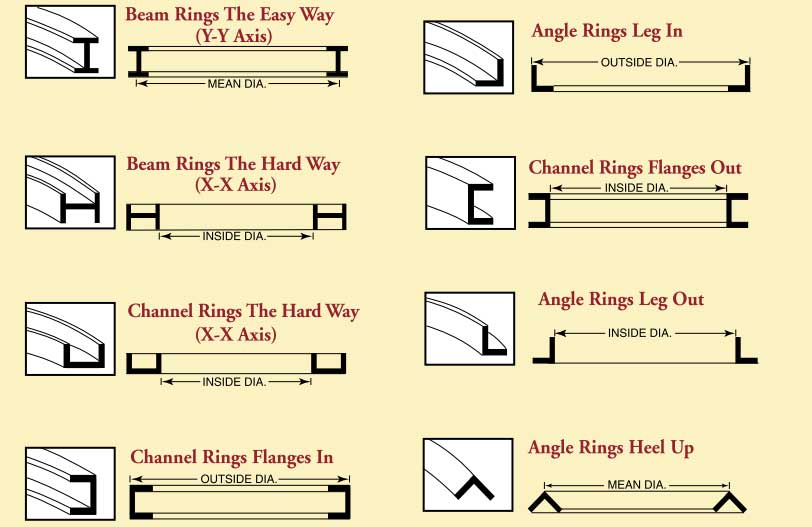
- “Простой способ” заключается в изгибе элемента вокруг его слабой оси, а “сложный способ” заключается в изгибе вокруг сильной оси;
- “Фланцы внутрь” или “фланцы наружу” относятся к направлению фланцев на швеллерах, углах и тройниках;
- Когда угол изогнут по диагонали, ориентирована ли пятка (место пересечения каждой ноги) внутрь, наружу или вверх?
Относящийся к изгибу профиля стальных конструкций (балок, швеллеров, тройников, рельсов, уголков и труб) изгиб применяется к изгибу вокруг сильной оси, а развертка применяется к изгибу вокруг слабой оси элемента.
Классический пример: Сгибание утюжка под углом — Утюжки для сгибания под углом имеют 9 положений: нога внутрь, нога наружу, короткая нога внутрь, короткая нога наружу, длинная нога внутрь, длинная нога наружу, пятка внутрь, пятка наружу и пятка вверх. Выступающие угловые кольца напоминают старинную соломенную шляпу (за вычетом верха), где выступающая часть была бы полями. Вставляемые в пятку угловые кольца выглядят как блоки и могут функционировать как шкивы. Самая сложная ориентация при сгибании под углом — это загибание ноги внутрь. Если все сделано неправильно, то в горизонтальной части будет искажение (нога внутри), которое выглядит как смещение. При использовании надлежащих методов и инструментов этого искажения можно избежать.
Процесс холодного гиба в профильгибочном производстве
Холодный гиб, как следует из названия, изгибает заготовку в холодном состоянии. Читать далее: 4 ключевых момента холодного и горячего гиба при гибке труб
5 общих методов холодного гиба профилей
Поскольку поперечное сечение металлического профиля несимметрично, процесс гибки профиля может быть непредсказуемым. Стоимость специальных металлических профилей выше из-за сложности процесса гибки профиля, что делает еще более важным обеспечение эффективной практики гибки. Ниже представлены 5 общих методов процесса гибки металлического профиля, используемых на рынке:”
- Плунжерная или толкающая гибка, как следует из названия, использует плунжер для прижатия экструдированной металлической заготовки к гибочной матрице.
- Гибка с вращательной вытяжкой включает вращение куска стали вокруг цельной матрицы и вытягивание материала по заданному радиусу при внутренней поддержке материала оправкой (если он полый).
- В процессе гибки с помощью гидравлической ротационной вытяжки экструдированный алюминий помещают на гибочное устройство и удерживают на месте с помощью неподвижной или скользящей пресс-формы и зажимного блока. Круглая гибочная матрица, приводимая в действие гидравликой, поворачивается на 90 градусов, изгибая экструзию при вращении.
- Электрическая гибка с вращающейся вытяжкой использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку.
- Постепенная или выпуклая гибка — это процесс, при котором давление прикладывается к третьей точке элемента с помощью гидравлического толкателя или пресса. Этот процесс часто используется для изгибания стали с очень большими радиусами.
- Гибка валков/прокатка профиля: Трехвалковая гибка валков приводит к экструзии вокруг трех разных валков, расположенных треугольной формы.
- Формовка с растяжением: экструзионный материал помещается вдоль закругленной неподвижной гибочной матрицы и фиксируется на месте с каждого конца. Машина начинает поворачивать зажатые концы вниз под углом до 180 градусов, и экструзионный материал изгибается вокруг матрицы для придания желаемой формы.
Подробнее: 5 Распространенных Методов Гибки И Формования Алюминиевых Профилей
Три совета по правильному выбору процесса гибки и оборудования
Испытание гибки и метод проб и ошибок — хорошее место для начала. Для любого метода гибки профиля цель состоит в том, чтобы полностью покрыть и стабилизировать деталь, чтобы обеспечить наилучший изгиб, но это особенно важно для геометрических профилей. Лучший способ обеспечить возможность — это проведение испытаний гибки и метод проб и ошибок. Работа с экспертами по гибке и производителями оборудования может помочь производителям определить, будет ли проект возможен и экономически целесообразен.
- Базовая информация о профильной трубе гораздо более обширна, чем у круглой трубы или коробчатого профиля, у которых обычно есть только внешняя форма, внешний диаметр, толщина стенки и радиус. У специального профиля много дополнительных измерений для рассмотрения, особенно при изменении радиуса вдоль сечения. Должна быть ясная коммуникация между поставщиком заказа и клиентом относительно точных размеров и требований.
- Чем лучше машина может контролировать и компенсировать эффект возврата материала, вращение материала в процессе гибки, тем лучше будет результат детали.
- Гибочная машина, способная повторно контролировать множество осей, влияющих на результат детали, будет более выгодной, чем машина, способная контролировать только одну или две оси, неспособная противостоять вращению материала в процессе.
Вот почему метод проб и ошибок так важен. Получение представления о возможностях машины для этих приложений даст производителям лучшее понимание природы переменных в процессе гибки.
Механические свойства пяти металлических профилей, влияющие на изгиб
К ним относятся предел прочности при растяжении, предел текучести, относительное удлинение и модуль упругости при растяжении.
- Предел прочности при растяжении или предельный предел прочности при растяжении (UTS) при разрыве — это максимальная величина напряжения (силы на единицу площади), необходимая при растяжении или вытягивании для разрушения (образования горловины) или разрыва материала в условиях испытания на растяжение-нагружение. Это интенсивное свойство и, следовательно, не зависит от размера, но на него влияют дефекты поверхности и температура окружающей среды. Это свойство в основном используется при проектировании хрупких элементов, где возникает проблема разрушения материала при растяжении.
- Предел текучести (YS) — это максимальная величина напряжения (силы на единицу площади), необходимая для деформации или придания постоянной пластической деформации (обычно 0,2%) материалу в условиях испытания на растяжение-нагружение. Предел текучести наступает, когда упругое (линейное) поведение при напряжении-деформации меняется на пластичное (нелинейное). Пластичные материалы обычно отклоняются от закона Гука или линейного поведения при некотором более высоком уровне напряжений. Знание предела текучести жизненно важно при проектировании компонента, поскольку он обычно представляет собой верхний предел нагрузки, которая может быть приложена.
- Относительное удлинение — это процентная величина деформации, возникающая при испытании на растяжение или другом механическом испытании. Пластичные материалы более склонны к деформации, чем к разрыву. Конструкции, в которых металлические детали должны соответствовать и сохранять фиксированную форму под напряжением, должны учитывать свойства детали при растяжении.
- Модуль упругости при растяжении или модуль Юнга — это постоянная материала, которая указывает на изменение деформации, возникающей при приложенной растягивающей нагрузке. Материалы с более высоким модулем упругости обладают более высокой жесткостью.
Важно учитывать условия испытаний, при которых были получены свойства материала. Рабочие условия, отличающиеся от окружающей среды испытаний, могут оказать неблагоприятное воздействие на свойства материала.
9 Распространенных процессов гибки/прокатки металлических профилей
- Тип 1# — Гибка/прокатка трубных профилей; Гнутая труба используется для множества применений, от сельскохозяйственного оборудования до стропильных ферм. При гибке профилей можно сгибать круглые, квадратные или прямоугольные трубы любых размеров и материалов
- Тип 2# -Гибка /прокатка трубных профилей: Процесс холодной гибки позволяет сгибать трубные профили диаметром менее 20 дюймов, работать с большинством марок труб из углеродистой стали и алюминиевых труб, а также создавать пользовательские профили как из полных, так и из половинных труб.
- Тип 3# -Гибочные /прокатные прутковые профили: Можно создавать гнутые по индивидуальному заказу профили из прутков любых размеров и форм: круглые, полукруглые, квадратные, шестиугольные и прямоугольные. Процесс прокатки профилей позволяет гибить металлические прутки по индивидуальному заказу “простым способом” (по оси y-y) и “сложным способом” (по оси x-x) с одинаковой точностью.
- Тип 4# -Гибка/прокатка балочных профилей: С помощью процесса профилегибки профилей можно изготавливать индивидуальные гнутые балочные профили любого размера, создавая даже самые большие гнутые балки с превосходной точностью и повторяемостью. Процессы профилегибки профилей — это «сложный» и «легкий» методы гибки.
- Тип 5# -Гибка/прокатка швеллерных профилей: в процессе гибки профилей можно сгибать швеллеры с фланцами наружу, фланцами внутрь или “жестким способом”.
- Тип 6# -Гибочные/прокатные тройниковые профили: Изогнутые тройниковые профили “стержень внутрь”, “стержень наружу” или “стержень вверх” с минимальными деформациями, процесс прокатки их сечения аналогичен углу прокатки колец.
- Тип 7# -Гибка/прокатка угловых железных профилей: Процесс прокатки профилей может быть кольцевой прокаткой в девяти направлениях для получения угловых профилей, изогнутых по индивидуальному заказу, с минимальными деформациями.
- Тип 8# -Гибка/прокатка стальных профилей: Полный комплекс услуг по гибке профилей, изготовление профилей на заказ из стандартных профилей прокатного стана и многое другое.
- Тип 9# -Профили на заказ из листового проката: Точная прокатка стальных и алюминиевых листов в цельные цилиндры, цельные конусы и сегменты цилиндрического конуса в соответствии с требованиями конструкции.
Таблица производительности гибки профилей и процесс гибки
Здесь мы представляем комбинированную таблицу гибки металлических профилей, в которой указаны возможности гибки профилегибочных станков серии PBH для 9 видов металлических профилей. Стоит отметить, что некоторых профилей не будет в нашей таблице или на следующих рисунках, но вы можете предоставить нам чертежи процесса гибки, и мы сможем настроить необходимый вам станок.
Дополнительные методы гибки металлических профилей








Справочное чтение: Лучшее руководство для начинающих по гибке металлических профилей
Гибка профиля 101
- Цель гибки профиля — согнуть заготовку за как можно меньшее количество проходов. Обычно операторы гибки профиля выбирают асимметричные или симметричные изгибы.
- Оправки, аналогичные тем, которые используются при ротационной гибке на растяжение, нельзя использовать повторно при одной и той же операции гибки на трехвалковом профилегибочном станке, чтобы они надолго не застряли внутри заготовки.
- Выбор типа металлических профилей также очень важен, например алюминиевых профилей: изгиб материалов T6 легко приведет к поломке.
- Для профилегибочных станков необходимо выбрать станок правильного размера, с достаточной грузоподъемностью и достаточной длиной захвата — достаточной для обеспечения необходимого рычага для уменьшения деформации, но не настолько длинной, чтобы требовался чрезмерно длинный прямой участок.
:: Подробнее: Глоссарий распространенных терминов для гибки и прокатки, взятый из Руководства по проектированию 33.
Применение процесса гибки профиля
Области применения гнутых металлических профилей разнообразны. Охватывают широкий спектр отраслей промышленности, включая строительство, туннели, мосты, земляные работы гражданского назначения, архитектурные объекты, трубопроводы и механические работы для транспортировки и хранения материалов, оборудование и т.д.
- Металлические столярные изделия
- Строительные металлурги
- Металлическая конструкция
- Производство металлической мебели
- Оборудование для промышленных объектов (химических, нефтехимических, фармацевтических, пищевых и др.)
- Производство сельскохозяйственной техники
- Оборудование для железнодорожного, военно-морского, военного, атомного и энергетического секторов
- Запчасти для сельскохозяйственной техники,
- железнодорожный, военно-морской, военный, ядерный и энергетический секторы
- Производство деталей для ворот и заборов
- Производство деталей защитного оборудования, таких как перила, ограждения, поручни, бамперы и т.д. …
- Производство деталей городской мебели
Подробнее: 4 Ключевых момента Холодной гибки и Горячей гибки
Процесс горячей гибки профиля

Горячая гибка обычно относится только к различным типам индукционной гибки. Это очень эффективный метод гибки профилей, поскольку он быстрый, точный и практически безошибочный.
Процесс индукционной гибки осуществляется путем нагревания определенной точки металлического профиля, который затем можно без особых усилий согнуть до заданного радиуса. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму. Многие индукционные гибочные машины также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева – самый трудоемкий элемент процесса, после завершения процесса нагрева гибка вообще не требует много времени.
Процесс горячей гибки профиля
Индукционная гибка — это точно контролируемый и эффективный метод гибки профилей. В процессе индукционной гибки применяется локальный нагрев с использованием высокочастотной индуцированной электрической энергии. Трубы, трубки и даже фасонные изделия (швеллеры, Ш и Д-образные профили) можно эффективно согнуть на индукционной гибочной машине.
Для труб большего диаметра, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка. Вокруг изгибаемой трубы размещается индукционная катушка, нагревающая окружность трубы в пределах 850 – 1100 градусов Цельсия. Это приводит к образованию узкой тепловой зоны в изгибаемой форме. Форма прочно удерживается зажимом нужного радиуса, который установлен на свободно поворотном рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб заданного радиуса. Затем изогнутую часть охлаждают водой, принудительным или неподвижным воздухом для фиксации изогнутой формы.
Индукционная гибка требует гораздо меньше физической силы, чем методы холодной гибки, и позволяет производить изгибы аналогичного или более высокого качества без использования наполнителей, оправок или других добавок, используемых во избежание деформации.
Преимущества процесса горячей гибки сечения
Процесс горячей гибки сечения обладает несравненной адаптивностью холодной гибки.
- Например, расстояние по прямой между двумя смежными изгибами на трубе может быть удержано небольшим, и даже можно выполнить непрерывную гибку без оставления прямых участков трубы;
- Может обрабатывать материалы с плохой холодной пластичностью в изгибы;
- Может обрабатывать изгибы, требующие большого механического энергопотребления при холодной гибке, и может гнуть хрупкие материалы, которые легко ломаются при холодной гибке.
- Горячая гибка может быть выполнена с маленьким радиусом изгиба на трубе. Для труб из углеродистой стали и большинства труб из сплавов гибкий радиус горячей гибки намного меньше, чем у холодной гибки, и может быть таким же маленьким, как 0,7–1,5 раза внешний диаметр трубы.
Недостатки горячей гибки сечения
- Недостатком горячей гибки сечения может быть необходимость последующего охлаждения материала, увеличивающая время обработки каждой трубы, а также то, что стоимость оборудования обычно выше, чем у холодной гибки.
- Негативные аспекты горячей гибки могут заключаться в том, что материал должен остыть после обработки, что увеличивает время, затраченное на каждую трубу, и что оборудование обычно дороже, чем оборудование для холодной гибки.
- Оборудование сложное, затраты на обработку высоки, эффективность производства низкая, и отделка поверхности плохая.
- Для труб из меди используется процесс холодной гибки, что исключает возможность «гидрогенной болезни» из-за отсутствия высокотемпературного нагрева.
Применение
Технология индукционной гибки позволяет гнуть практически неограниченный спектр материалов. Единственное требование — они должны быть поддерживаемыми индукцией. Общие группы материалов включают: УГЛЕРОДИСТЫЕ СТАЛИ: Низколегированные стали, Высоколегированные стали и Тонкозернистые стали; НЕРЖАВЕЮЩИЕ СТАЛИ: Аустенитные, Мартенситные, Ферритные и Дуплексные; ДРУГИЕ: Специальные сплавы, Облицованные трубы, Алюминий, Титан
Скачать PDF: Начинающему в процессе гибки профиля
Цитируемые работы: Информация о металлических профилях и конструкционных формах, как производители металла могут управлять деформациями при гибке профиля, что инженеры должны знать о гибке стали — AISC CMRP