Производитель станков для прокатки тяжелых листов
PRV Станок для прокатки пластин переменной геометрии
Высокоточный конец предварительного изгиба свободно устанавливает длину прямой кромки; прямое давление на изгиб предварительного рулона, высокая точность может продвигать конец изгиба.

Листопрокатные станки с изменяемой геометрией
Емкость прокатки пластины::
Толщина изгиба: 6-350 мм;
Рабочая длина: 1000-12000 мм.
Листогибочный станок с изменяемой геометрией PRV отлично подходит для средних и тяжелых листов.
Отличная производительность и простота в эксплуатации. Благодаря функции предварительного изгиба конца пластины металлическую пластину можно загрузить за один раз, а предварительную гибку конца пластины и профилирование заготовки можно выполнить без поворота головки.
Трехвалковый листопрокатный станок PRV с изменяемой геометрией конструкции не имеет фиксированного валка. Листопрокатный валок сконструирован таким образом, что верхний валок перемещается вверх и вниз, а два нижних валка перемещаются горизонтально и независимо друг от друга.
Он имеет функцию предварительной гибки конца пластины, что позволяет подавать металлическую пластину за один раз и может завершить предварительную гибку конца пластины и прокатку заготовки без поворота. Три рабочих валка являются основными приводными валками. Подъем и опускание верхнего валка и горизонтальное перемещение двух нижних валков осуществляются с гидравлическим приводом. Перемещение подъема контролируется компьютером, автоматически выравнивается и отображается на экране. Точность синхронизации составляет ±0,2 мм. Гибкость оборудования делает его подходящим выбором для материалов средней и большой толщины, скажем, толщиной более 1 дюйма.
Топ-9 плюсов тяжелого пластинчатого ролика BIT PRV
- Листопрокатный станок с изменяемой геометрией PRV
- Управление ЧПУ, сенсорный экран.
- Автоматическое выравнивание движения верхнего валка, точность синхронизации ±0,2 мм;
- На конце верхнего ролика имеется балансировочный механизм для облегчения выгрузки заготовки;
- Положение между двумя концами двух нижних роликов можно регулировать независимо (функция изгиба конусного ролика), горизонтальное движение использует гидравлическую передачу, а межосевое расстояние можно регулировать (переменная геометрия);
- Мобильная консоль и пульт дистанционного управления, просты в эксплуатации;
- Устройство блокировки безопасности, более безопасная работа;
- Вспомогательный конвейерный и подающий роликовый стол, функция радиального и осевого выравнивания пластин улучшают рабочий ритм.
- Простое управление, удобное обслуживание, высокая точность прокатки, передовые и практичные.
Структура и состав

Машина завальцовки плиты переменной геометрии PRV, масляный цилиндр принимает одну структуру расположения вверх и одну структуру расположения вниз. Все три ролика оснащены приводными устройствами: верхний ролик приводится в движение гидромотором через планетарный редуктор и коробку передач для вращения верхнего ролика, а нижний ролик приводится в движение гидромотором для приведения в действие планетарного редуктора для приведения во вращение нижнего ролика. Верхний ролик поднимается гидравлическим цилиндром, а перемещение подъема контролируется электрической системой управления; горизонтальное положение двух нижних роликов можно регулировать независимо, горизонтальное перемещение осуществляется с помощью гидравлической передачи, а межосевое расстояние можно регулировать.
Структура

Корпус, рама и соединительные балки машины для прокатки листов с изменяемой геометрией PREV изготовлены из цельной каркасной сварочной конструкции, которая обладает высокой прочностью и жесткостью. Конструкция подверглась детальному расчету и трехмерному анализу методом конечных элементов, а общая обработка отжигом после сварки, расточки на станках с ЧПУ и фрезерования на станках с ЧПУ обеспечивает высокую точность оборудования и продлевает срок хранения.
Листопрокатный станок PRV с изменяемой геометрией в основном состоит из следующих 17 деталей:
Рабочие ролики
Материал: 42CrMo, выкованный на 10 000-тонном прессе, закаленный и отпущенный с твердостью HB 260~300.
Обеспечьте физические и химические испытания рабочих валков, неразрушающий контроль, включая определение твердости, и другие соответствующие отчеты об испытаниях при доставке.
Три проверки на дефектоскопию, стандартом дефектоскопии является неразрушающая дефектоскопия третьего уровня GB/T6402-2008 для стальных поковок, а также предоставляются отчеты о проверке материалов, отчеты о проверке термообработки, отчеты о проверке на дефектоскопию и т.д.
В нем используются сверхпрочные самоустанавливающиеся роликоподшипники для прокатных станов, обладающие высокой несущей способностью, низким коэффициентом трения, длительным сроком службы, энергосбережением и снижением потребления, а также отвечающие требованиям наклона рабочего валка.
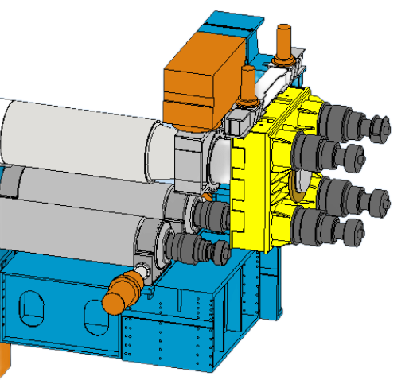
Верхний ролик и трансмиссия
Коэффициент нагрузки 0,7, который является максимальным напряжением на рабочем валке, используется для предварительной настройки и компенсации силовой деформации рабочего валка для повышения точности намотки.
Привод верхнего валка листопрокатной машины с диаметром валка 160 мм и выше имеет четырехмоторную конструкцию слияния (состоящую из гидромотора, планетарного редуктора, коробки передач и т.д.).
Преимущество:
При одинаковом крутящем моменте технические характеристики одного двигателя и редуктора значительно снижаются, и можно приобрести обычные технические характеристики. Цикл закупки одного двигателя короче, а стоимость ниже.
Если поврежден и не заменен один мотор-редуктор, можно использовать всю машину с уменьшенными техническими характеристиками и продолжать прокатку.
Двухрядные самоустанавливающиеся роликоподшипники, синхронный подъем которых контролируется ЧПУ.
Линейная скорость верхнего и нижнего рабочих валков автоматически согласуется в процессе прокатки листа.
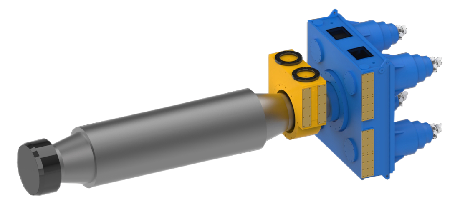
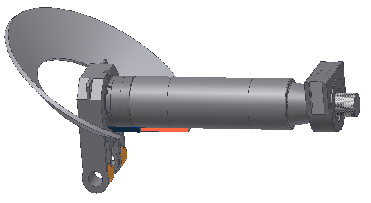
Двухкамерный цилиндр
плотнения стандартного типа, которые легко приобрести, стабильного и надежного качества (Уплотнения с большими диаметрами цилиндров являются нестандартными деталями и требуют специальной настройки, которую легко изготовить по ошибке.
Высококачественный блок цилиндров обрабатывается цельной ковкой, а корпус и уплотнения имеют длительный срок службы.
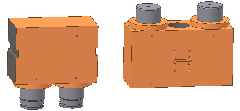
Расположение
Для листопрокатной машины выгодно переворачивать разгрузочную сторону масляного цилиндра: она расположена симметрично, а посередине открыто соединительное отверстие, и усилие прикладывается к верхнему ролику путем вытягивания масляного цилиндра вниз.
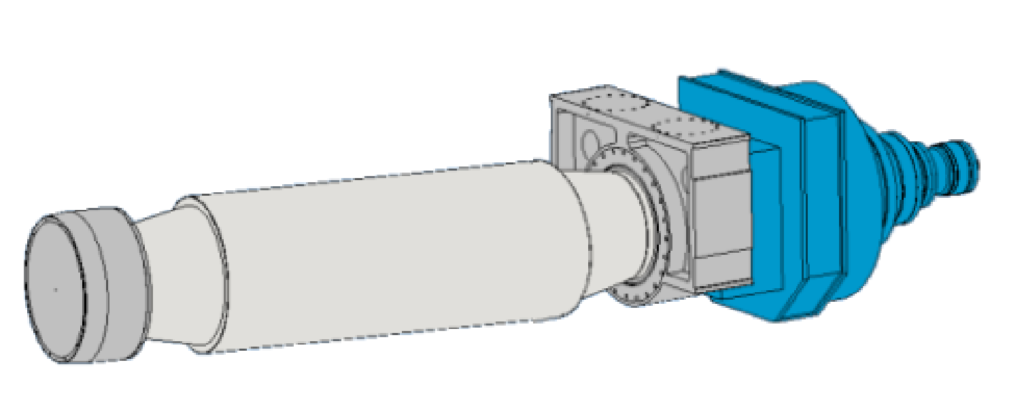
Двойной и одноцилиндровый
Благодаря одноцилиндровой конструкции днища, когда рабочие валки не находятся под действием силы, масляный цилиндр имеет большую площадь действия, а когда рабочие валки находятся под действием силы, масляный цилиндр имеет небольшую площадь действия.
Нижний разгрузочный масляный цилиндр позволяет эффективно упростить конструкцию разгрузочной стороны, корпус наконечника меньше по размеру, безопасен и надежен и может катить большие конусные заготовки в форме дисков.
Верхнее положение масляного цилиндра трансмиссии выгодно для расположения верхних и нижних роликовых передаточных устройств и балансировочных устройств.
Верхнее положение масляного цилиндра на стороне трансмиссии может оставить достаточно места для нижнего ролика для установки трансмиссионного устройства и в то же время сделать размах верхнего и нижнего роликов достаточно малым, чтобы повысить жесткость верхнего ролика.
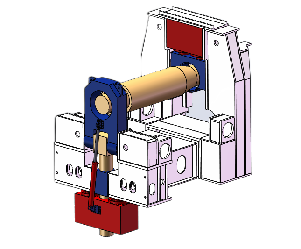
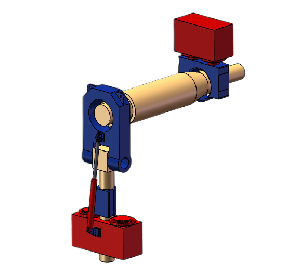
Балансировочное устройство представляет собой активный балансировочный масляный цилиндр, а балансировочный масляный цилиндр оснащен датчиком давления, который может отображать и устанавливать балансовое давление. На балансировочном устройстве также имеется концевой выключатель для определения положения баланса, а верхний ролик можно балансировать до этого положения или выше.