Автоматическая трубогибочная машина
Что гибка труб?
гибка труб (Трубка гибки) описывает процесс, используемый для формования труб или трубок из металлов и других типов материалов. Процессы гибки металлических труб могут включать в себя различные методы с использованием температуры, оборудования и материалов.
Материалы, используемые при гибке металлических труб, часто делятся на две категории: материалы из черных металлов (в основном изготовленные из железа) или цветных металлов (металлы, полученные из других элементов, кроме железа). Черные материалы, используемые при гибке, включают сталь, нержавеющую сталь или стальные сплавы. В случае стальных сплавов смесь стали с другим металлом делается во избежание коррозии материалов, а также для повышения прочности металла.
Гибка и формовка труб включает в себя больше, чем просто сварку металла для придания ему различных форм и применений. Он использует различные методы, адаптированные к потребностям производителя, и требует точности при проектировании и разработке. Некоторые виды гибки и формовки труб могут включать в себя трубопрокатный стан или профилегибочную машину, в зависимости от предполагаемого применения труб.
Типы оф Труба гибки
Существует несколько способов гибки металлических труб. Как правило, гибка труб делится на два типа: гибка труб по заданной форме и гибка труб произвольной формы.
Гибка труб с привязкой к форме описывает метод гибки, при котором контур гибки зависит от геометрии инструмента и, таким образом, придает куску металла форму штампа (который похож на форму в том смысле, что обычно изготавливается индивидуально для предполагаемого применения). ). Гибка труб с привязкой к форме может выполняться вручную в тех случаях, когда специализированной детали требуется один или несколько инженеров, чтобы придать ей нужную форму, или для сгибания ее в заданную форму может потребоваться оборудование.
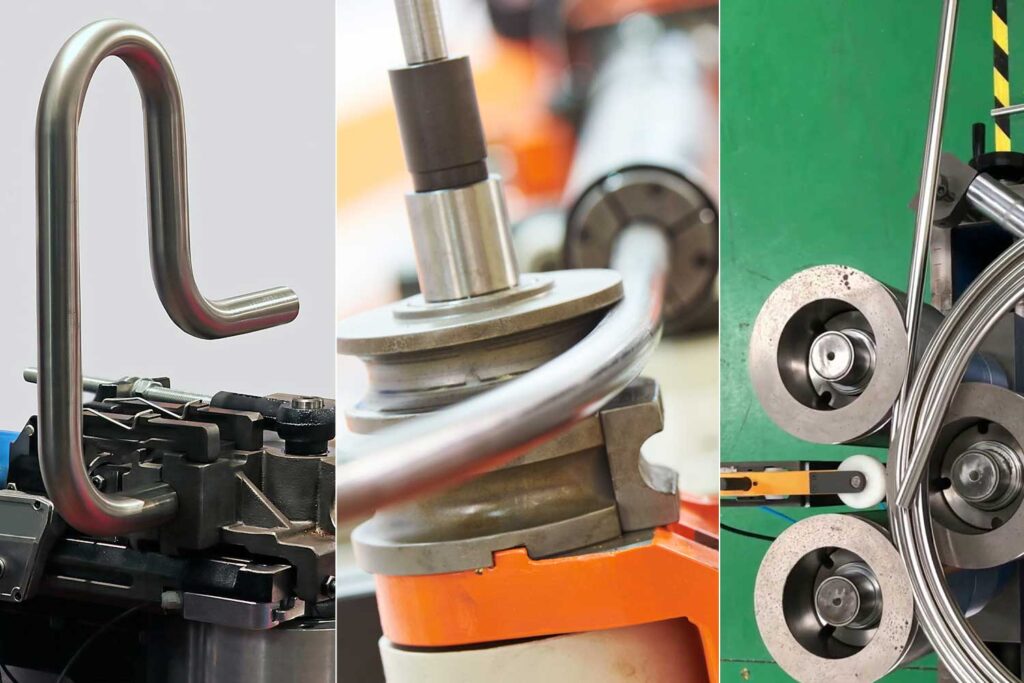
Типы гибки труб по форме включают в себя гибку с вращающейся вытяжкой, гибку на сжатие и гибку на оправке.
С другой стороны, гибка труб произвольной формы означает изгиб, который не направлен на соответствие форме штампа. Обычно это делается с помощью технологии гибки труб и прессов, которые пропускают металл в процессе сгибания трубы плавным движением без каких-либо перерывов. Это полезно для таких материалов, как перекатные сепараторы, в которых формируется одна непрерывная часть секции.
Пример гибки труб произвольной формы включает в себя гибку валками, при которой труба или трубка проходит через три ролика, установленных в пирамидальной конструкции для придания трубе необходимой формы.
Как для гибки труб по заданной форме, так и для гибки труб произвольной формы можно использовать оборудование с числовым программным управлением (ЧПУ) для точного управления процессом гибки и формования труб.

Что такое трубогибочный станок из PBT ?
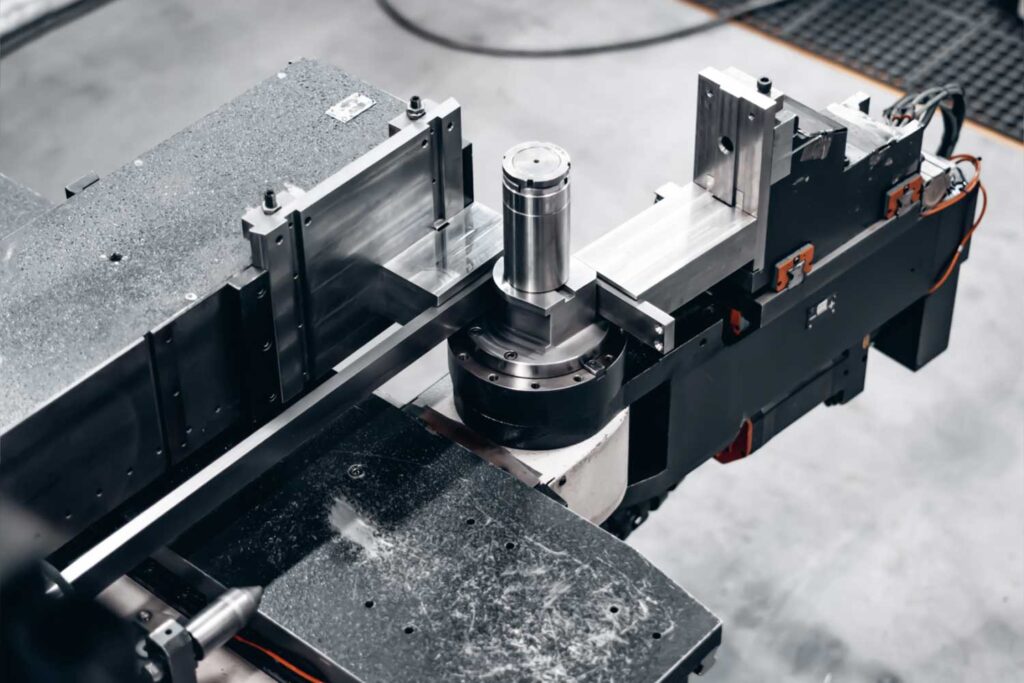
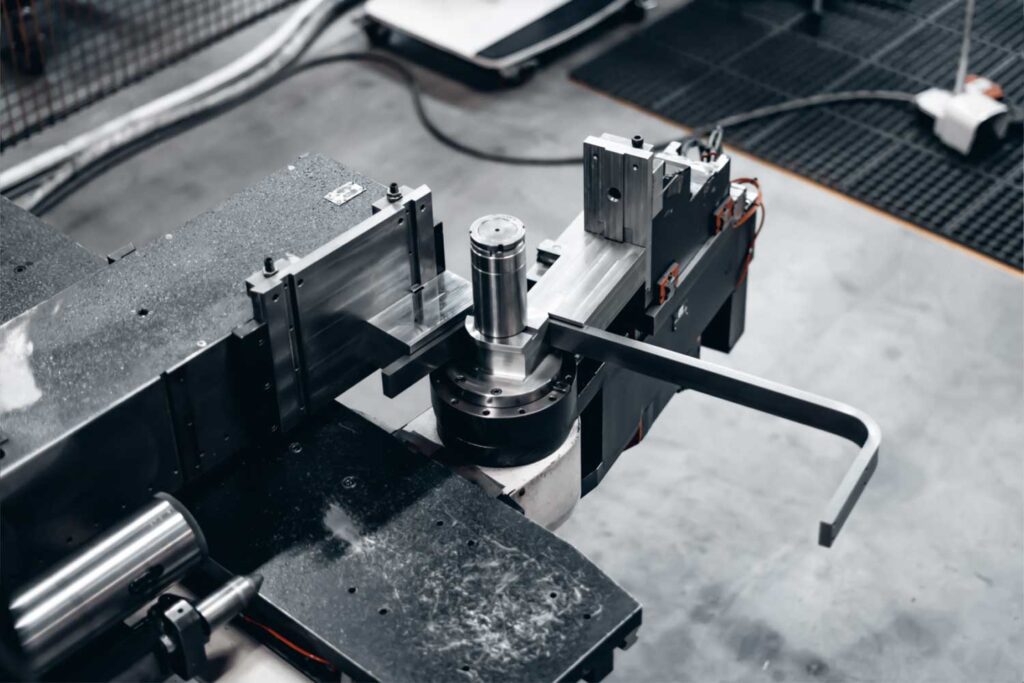
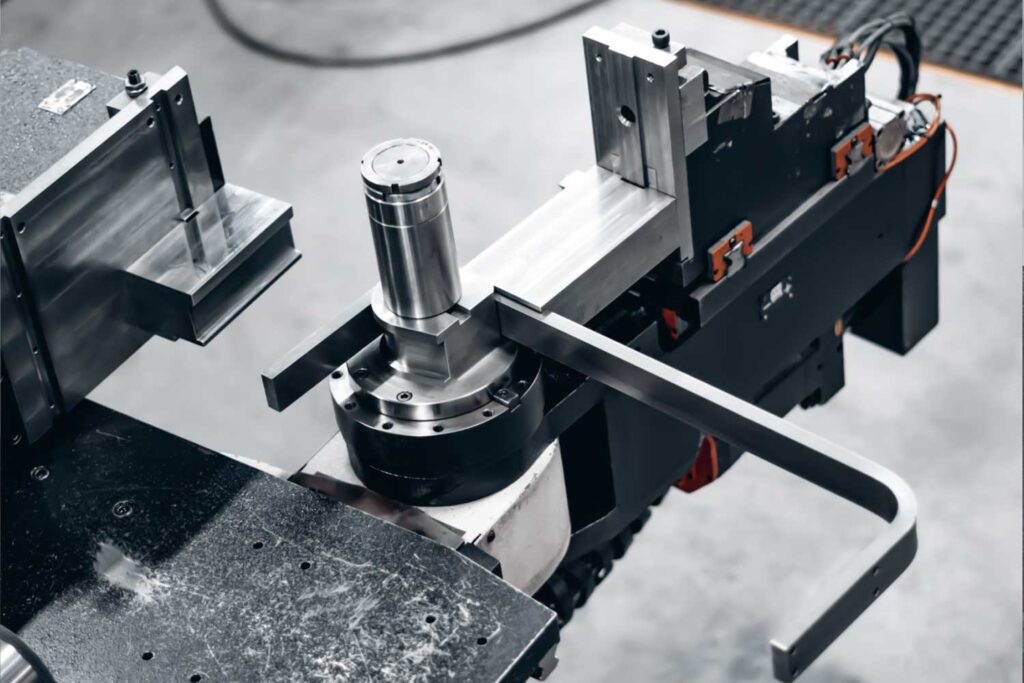
PBT-25 CNC Автоматическая трубогибочная машина(Роторный рисоватьгибки станок)являются наиболее популярными машинами для гибки труб, труб и твердых материалов, таких как: поручни, рамы, каркасы безопасности автомобилей, ручки, канаты и многое другое. Ротационные гибочные станки создают эстетически привлекательные изгибы, если правильный инструмент подобран для конкретного применения.
Установка для ротационной вытяжки включает в себя пресс-форму, которая удерживает прямую часть (иногда называемую касательной) трубки; зажимная матрица, которая вращает заготовку вокруг круглой гибочной матрицы; оправка, иногда с рядом шарнирных шариков на конце, поддерживающих внутреннюю часть трубки вокруг изгиба; и зачистную матрицу, которая контактирует с заготовкой непосредственно перед точкой касания внутреннего радиуса, притираясь к материалу, чтобы предотвратить образование складок на внутреннем радиусе изгиба.
Нажимная матрица (также называемая нажимным суппортом) поддерживает внешний радиус во время изгиба. Пресс-форма может быть стационарной; он может следовать за заготовкой, скользя по роликам с той же скоростью, с которой заготовка втягивается в изгиб; или его можно «форсировать», толкать с помощью гидравлики или (что более распространено сегодня) электрических серводвигателей, что еще больше сводит к минимуму утончение стенок. Все эти элементы эффективно контролируют внутренний и внешний диаметр трубы во время изгиба.
Дальнейшее чтение:4 ключевых момента: холодная и горячая гибка труб

Труба гибки Процесс
Принцип
Труба гибки станок сгибает трубу так же, как и изгиб листа.
В случае чистого изгиба, когда труба с наружным диаметром D и толщиной стенки t изгибается под действием внешнего момента М, наружная стенка трубы нейтрального слоя испытывает растягивающее напряжение σ1, а труба стенка становится тоньше; Стенка подвергается растягивающему напряжению σ1, и стенка становится толще. При этом форма сечения меняется от круга к приближенному эллипсу за счет действия равнодействующих сил F1 и F2. Когда деформация слишком велика, внешняя стенка трубки треснет, а внутренняя стенка трубки сморщится.
Степень деформации
Степень деформации трубы зависит от относительного радиуса изгиба R/D и значения относительной толщины t/D. Чем меньше значения R/D и t/D, тем больше степень деформации. Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации необходимо контролировать в допустимых пределах. Предел изгиба материала трубы зависит не только от механических свойств материала и метода изгиба, но также учитывает требования к использованию трубной арматуры.
Формаинг Предел
Формаинг Предел из Трубопроводная арматура должна включать в себя следующее:
- Максимальная деформация удлинения в зоне растягивающей деформации вне нейтрального слоя не превышает пластического допустимого значения материала, вызывающего разрыв;
- В зоне деформации сжатия внутри нейтрального слоя тонкостенная часть конструкции, подвергающаяся тангенциальному сжимающему напряжению, не будет сморщиваться за пределами нестабильности;
- Если к трубопроводной арматуре предъявляется требование овальности, контролируйте перекос ее сечения;
- Если к трубному фитингу предъявляются требования к прочности, позволяющие выдерживать внутреннее давление, необходимо контролировать предел формования уменьшения толщины его стенки.
PBT-25 серии CNC Труба гибки станок параметры
| Спецификация | PBT-25 -25 | PBT-25 -38 | PBT-25-50 | PBT-25 -63 | PBT-25-75 | PBT-25-89 |
| Макс. Гибка. Диаметр трубы × Толщина (мм) | Φ 25×2 | Φ 38×2 | Φ 50×3 | Φ 63×4 | Φ 75×5 | Φ 89×6 |
| Макс.Изгиб.Рад (мм) | R100 | R180 | R330 | R330 | R400 | R400 |
| Мин.Изгиб.Рад (мм) | R15 | R15 | R20 | R20 | R30 | R40 |
| Макс. Угол изгиба | 190° | 190° | 190° | 190° | 190° | 190° |
| Макс.Подача.Длина (мм) | 2000 | 2000 | 2000 | 2000 | 2800 | 3000 |
| Метод кормления | Direct Delivery | Direct Delivery | Direct Delivery | Direct Delivery | Direct Delivery | Direct Delivery |
| Скорость гибки | 180°/s | 90°/s | 80°/s | 80°/s | 40°/s | 40°/s |
| Скорость поворота | 360°/s | 200°/s | 180°/s | 180°/s | 160°/s | 160°/s |
| Скорость подачи | 1000mm/s | 1000mm/s | 800mm/s | 800mm/s | 800mm/s | 600mm/s |
| Точность изгиба | ±0.15 | ±0.3 | ±0.3 | ±0.3 | ±0.3 | ±0.3 |
| Точность поворота | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
| Точность подачи | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
| Ввод данных | Y.B.C | Y.B.C | Y.B.C | Y.B.C | Y.B.C | Y.B.C |
| Сервопривод поворотной трубки Мощность двигателя (кВт) | 0.4 | 0.4 | 0.75 | 0.75 | 1 | 1.5 |
| Сервопривод кормовой трубки Мощность двигателя (кВт) | 1 | 1 | 1 | 1.5 | 2 | 2 |
| Максимально допустимый Количество локтей | 32 | 32 | 32 | 32 | 32 | 32 |
| Количество Процессы хранения | 2000 | 2000 | 2000 | 2000 | 2000 | 2000 |
| Мощность гидравлического двигателя (кВт) | 4.0 | 5.5 | 7.5 | 7.5 | 11 | 15 |
| Максимальное давление (МПа) | 12 | 12 | 12 | 12 | 12 | 12 |
| Размер (мм) | 3500×1000×1300 | 3500×1000×1300 | 3800×1100×1300 | 4500×1100×1300 | 4900×1350×1230 | 5500*1500*1300 |
| Масса(кг) | 1200 | 1200 | 2200 | 2800 | 3800 | 4500 |
| Спецификация | PBT-25 -100 | PBT-25 -115 | PBT-25-130 | PBT-25 -168 | PBT-25-189 | PBT-25-219 |
| Макс. Гибка. Диаметр трубы × Толщина (мм) | Φ 100×8 | Φ 115×10 | Φ 130×8 | Φ 168×14 | Φ 189×14 | Φ 219×16 |
| Макс.Изгиб.Рад (мм) | R350 | R350 | R400 | R500 | R600 | R700 |
| Мин.Изгиб.Рад (мм) | R50 | R50 | R50 | R50 | R80 | R80 |
| Макс. Угол изгиба | 190° | 190° | 190° | 190° | 190° | 190° |
| Макс.Подача.Длина (мм) | 2850 | 2850 | 3000 | 3600 | 4000 | 4500 |
| Метод кормления | Direct Delivery | Direct Delivery | Direct Delivery | Direct Delivery | Direct Delivery | Direct Delivery |
| Скорость гибки | 30°/s | 30°/s | 30°/s | 25°/s | 20°/s | 20°/s |
| Скорость поворота | 160°/s | 160°/s | 160°/s | 160°/s | 160°/s | 160°/s |
| Скорость подачи | 800mm/s | 800mm/s | 800mm/s | 600mm/s | 600mm/s | 600mm/s |
| Точность изгиба | ±0.1 | ±0.15 | ±0.15 | ±0.15 | ±0.15 | ±0.15 |
| Точность поворота | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
| Точность подачи | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
| Ввод данных | Y.B.C | Y.B.C | Y.B.C | Y.B.C | Y.B.C | Y.B.C |
| Сервопривод поворотной трубки Мощность двигателя (кВт) | 2 | 2 | 2 | 3.5 | 5 | 5 |
| Сервопривод кормовой трубки Мощность двигателя (кВт) | 3.5 | 3.5 | 5 | 5 | 7.5 | 7.5 |
| Максимально допустимый Количество локтей | 32 | 32 | 32 | 32 | 32 | 32 |
| Количество Процессы хранения | 2000 | 2000 | 2000 | 2000 | 2000 | 2000 |
| Мощность гидравлического двигателя (кВт) | 15 | 22 | 22 | 22 | 30 | 30 |
| Максимальное давление (МПа) | 12 | 12 | 12 | 14 | 14 | 14 |
| Размер (мм) | 5090×1350×12300 | 5090×1350×1230 | 6115×1860×1265 | 8100×1955×1600 | 8500×2000×1700 | 8500×2400×1900 |
| Масса(кг) | 6000 | 7000 | 8000 | 12000 | 15000 | 18000 |

Особенности PBT-25 CNC Труба гибки станок
- Интерактивный сенсорный экран ПЛК обеспечивает легкий доступ к автоматическим и ручным режимам работы.
- Диагностика системы и поддержка нескольких языков.
- Стандартное направление изгиба по часовой стрелке.
- Полностью гидравлический зажим на зажимной матрице и нажимной матрице.
- Откидной гидравлический зажим.
- Гидравлическая головка прямого действия с регулируемым скоростным клапаном.
- Максимум 2000 наборов программ для хранения, максимум 32 изгиба для каждой программы.
- С независимыми программируемыми скоростями по осям Y, B и C.
- Программируемые настройки пружинения материала для каждого угла изгиба.
- Автоматическое освобождение трубы перед окончательным изгибом.
- Ось изгиба с приводом от цилиндра, ось подачи с приводом от серводвигателя, ось вращения с приводом от серводвигателя.
- Получите качественные повторяемые изгибы из стали, нержавеющей стали, алюминия, титана и латуни.
- Запуск цикла ножной педали.
- С системой воздушного охлаждения или системой водяного охлаждения.
- Один комплект инструментов для гибки.
- Кронштейн матрицы стеклоочистителя.
- 1 оправка.
- Руководство по эксплуатации и техническому обслуживанию.
- Ящик для инструментов с приспособленными инструментами.
- Электрический: По мере необходимости (3 фазы 220 В, 380 В или 415 В…)
Читать далее ↗
Здесь мы собрали несколько статей о холодной гибке на станциях, надеемся, что они вам помогут.
- ЧТО ЯВЛЯЕТСЯ Гибочная машина профиля
- 2 ключевых момента: Гибка и формовка алюминиевых профилей
- 4 лучших базовых знания в процессе холодной гибки и формовки
- 4 ключевых момента: холодная и горячая гибка труб
.
Трубка гибки Терминология
Гибка вращающейся вытяжкой: этот метод гибки труб по заданной форме включает использование матриц и других компонентов для втягивания труб в оборудование и создания желаемого изгиба. Для гибки с вращающейся вытяжкой также можно использовать гибку на оправке, как описано ниже.
Гибка на оправке: оправка представляет собой стержень, обычно цилиндрической формы, который можно поместить внутрь металлической трубы и помочь придать ей форму в процессе гибки трубы, с целью избежать дефектов при изгибе, таких как рябь, сплющивание или обрушение трубки. Оправки особенно эффективны, когда сгибаемый материал имеет более тонкие стенки.
Гибка сжатием: метод гибки труб, при котором используются две матрицы: матрица, которая остается неподвижной, и контрматрица, которая сгибает трубку вокруг этой матрицы для достижения желаемой формы.
Гибка валками: когда процесс гибки труб требует изгибов большого радиуса (изгибы, в которых радиус изгиба в восемь раз превышает толщину материала), может потребоваться гибка валками. Ролики, имеющие пирамидальную форму, или матрицы, способные выдерживать изгибы большого радиуса, обычно облегчают этот процесс.
Что такое формовка концов трубки?
Формирование концов трубок описывает процесс, посредством которого в трубках можно использовать тот или иной тип соединения с другой средой, например трубкой, шлангом или блоком.
Приложения для формования концов труб могут использоваться в различных отраслях промышленности, где необходима гибка и формовка труб, например, в автомобильной промышленности, где используются различные среды, и создание герметичной среды имеет решающее значение для функционирования оборудования.
Процесс из Формирование концов труб
Формирование концов трубы включает в себя оборудование для создания безопасного соединения и может включать одну из многих категорий, таких как:
Формирование концов редукционной трубы
Процесс, при котором диаметр трубы уменьшается с помощью матриц и конических колец, в зависимости от применения.
Формирование концов расширительной трубки
Процесс, при котором конец трубки расширяется, чтобы один конец трубки вошел в другой. Это приложение может быть необходимо в тепловых насосах, медицинском оборудовании и других целях.
Формирование конца трубки из бисера
Процесс, при котором на конец трубки добавляются шарики, чтобы укрепить трубку и/или удержать шланг на другом конце.
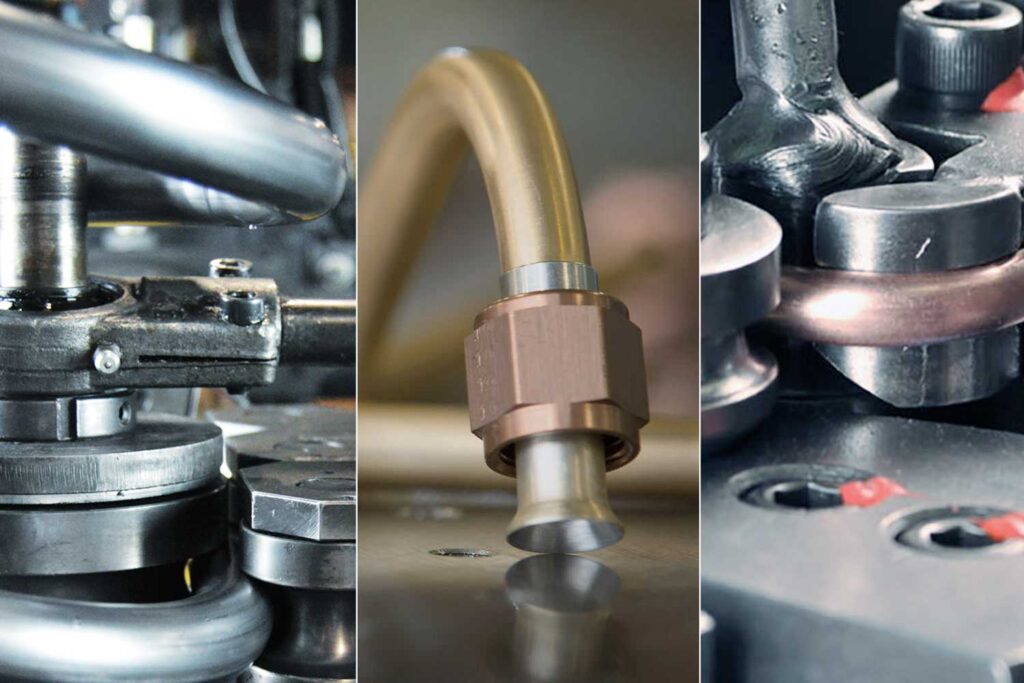
Формирование концов факельной трубы
Процесс формирования конца трубки, при котором на конце трубки формируется герметичное уплотнение.
Формирование концов утолщенной трубки
Процесс, при котором, как следует из названия, конец трубки утолщается.

Различные типы Трубка гибки Процесс
Труба Нажимать гибки станок
Нажимать гибки представляет собой простую форму Трубка гибки .С помощью листогибочного тормоза, слесарного станка, гидравлического пресса или аналогичного станка простая «гибочная матрица» прижимается к трубе или трубе, которая опирается на две фиксированные опоры, заставляя ее принимать форму. Результат изображения: ПРЕСС-ГИБКА труб
Преимущество
- Процесс дешев, требует только простых инструментов, которые можно адаптировать к существующему оборудованию.
- Универсальный может быть адаптирован для обеспечения универсальности при гибке труб, труб и прутковых заготовок.
Недостаток
- Трубки/трубы легко ломаются
- Точность плохая
- Повторяемость плохая
- Производство очень медленное.

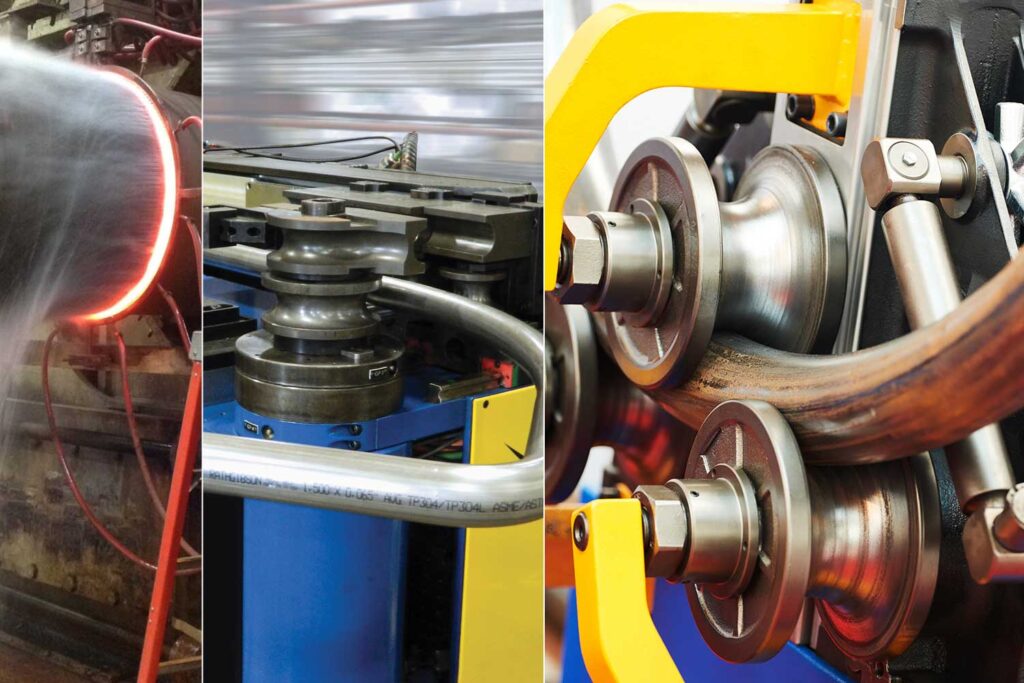
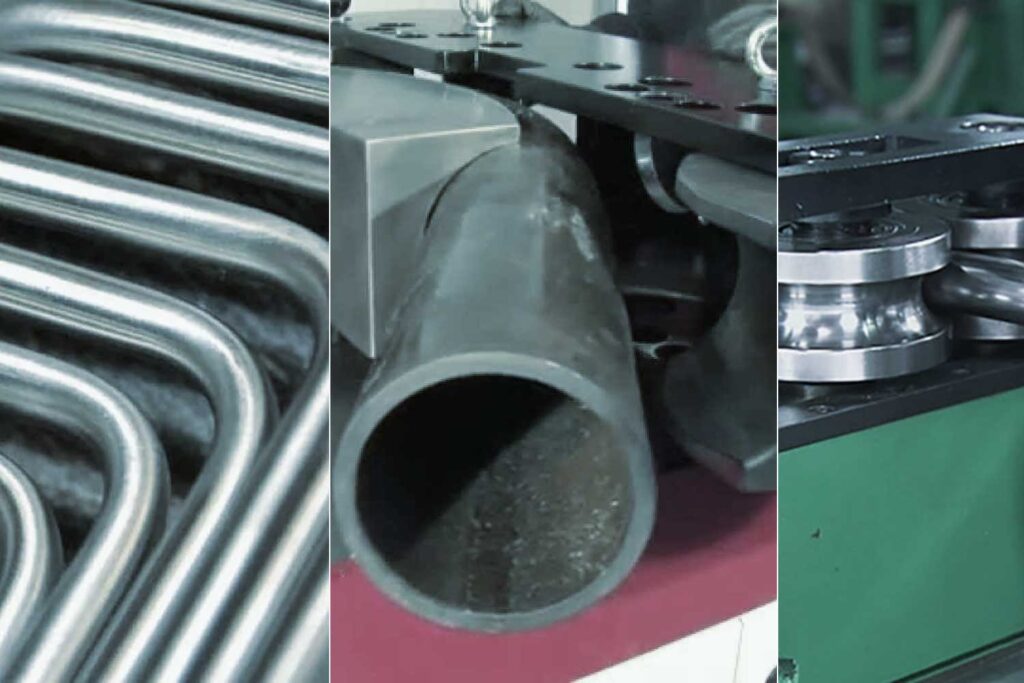
Труба рулон гибки Процесс
Валковая гибка — это еще один метод гибки труб, в котором используется 3- или 4-валковая машина, называемая угловым валком или секционным роликом, для протягивания трубы или трубы через валки, одновременно сжимая трубку до возрастающего изгиба. В этом методе, как и в гибке прессом, используется треугольная схема опорных роликов и прижимного ролика, однако, в отличие от гибки прессом, этот метод позволяет сгибать под разными углами с использованием роликов одного и того же типа, когда труба или труба перемещаются в процессе гибки с помощью приводного механизма. и поворотные ролики. Этот метод может быть простым и точным способом сгибания различных радиусов без необходимости использования специального инструмента для достижения желаемого радиуса изгиба.
Преимущество
На одном станке можно изготавливать трубы различных радиусов, включая переменные углы.
С помощью этого метода также можно формировать такие сечения, как трубы, стержни и уголки.
Недостаток
- Более медленный процесс, поскольку каждая трубка обрабатывается вручную, что затрудняет получение точных результатов.
- Тонкостенные трубы могут легко разрушиться, если радиус изгиба слишком мал.
- Точность плохая
- Повторяемость плохая

Труба Вращающаяся вытяжка гибки Процесс
Rotary Draw Bending is by far the most popular form of tube bending as it is easiest to control, more precise,repeatable and a relatively affordable tube bending system. A Rotary Draw Bending system is made up of three different tools, the Clamping Die, the Pressure Die and the Radius Die that hold and form the tube throughout the bending process. The tube is clamped to the bend die and is ‘drawn’ around the die by the machine by either hydraulic or electric methods. As the bending die rotates the tubing is held in place firmly against the rotating bend die by the pressure die.
Преимущество
- Точный и повторяемый
- Быстрый
Недостаток
- Оборудование предназначено для процесса гибки и поэтому менее гибкое.
- Стоимость первой машины
- Требуются инструменты для каждого используемого диаметра трубы/трубы и для каждого формируемого радиуса.

Оправка Трубка гибки Процесс
Mandrel Tube Bending is really not a separate process from the above, Rotary Draw Bending at all, but rather an addition to tubing bending mandrel. With the capability to form tighter and exacting radii the Rotary Tube Bender can begin to easily collapse the tubing during the forming process. By adding internal support, or mandrel, during the forming process the tube walls can be held firm from collapsing. With the addition of a mandrel, inserted within the tube and controlled by the machine during the bending process, the tube is kept from collapsing in on itself as it is stretched and formed around the bending die. The mandrel is only slightly smaller than the ID of the tubing being bent and affixed with several flexible supports on a flexible ball mandrel at its end. These ball mandrels flex with the tube being formed and allow the tube to bend while supporting the whole diameter of the tube while the tube is wiping over the mandrel during the entire bending process.
Преимущество
- Точность и повторяемость
- Форма — округлость трубы сохраняется на протяжении всего процесса формования.
- Скорость
Недостаток
- Расходы
- Время установки